- Valg af sted og metode til installation af en radiator
- Kølevæskecirkulationsmetoder
- 5 Myter og fakta om kobberrør til vandforsyning
- Mærkning og pris
- Metode #2: rille (rullerille)
- Forberedelse og fremstilling af en riflet rilleforbindelse
- Test af det komplette riflede system
- Værktøjer du skal bruge
- Varianter af kobberprodukter
- Muligheder for sammenføjning af rør af kobber
- Svejsesamling
- Afbrændingsforbindelse
- Tryk på forbindelsesmetode
- Trådtype forbindelser
- Selvmontering
- Klassificering efter fremstillingsmaterialer
- Varianter af kobberprodukter
- Efter aftale
- I henhold til fremstillingsmetoden
- Efter sektionsform
- I henhold til hårdhedsgraden
- Oprulningstyper
Valg af sted og metode til installation af en radiator
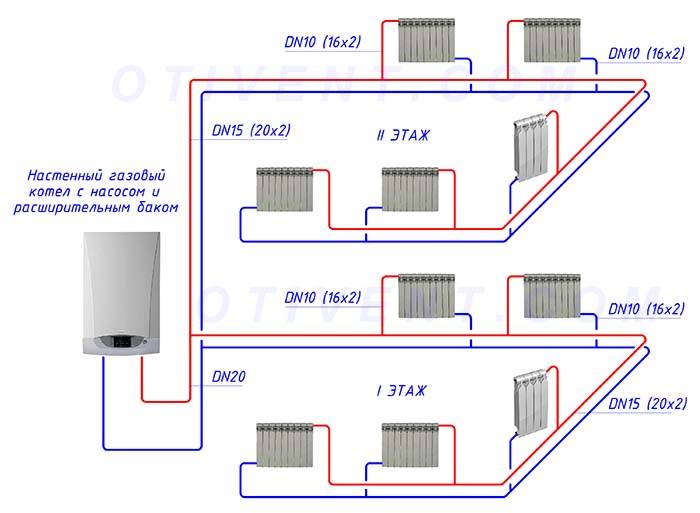
Mulighederne for tilslutning af varmeradiatorer afhænger af den generelle opvarmningsordning i huset, varmeapparaternes designfunktioner og metoden til at lægge rør. Følgende metoder til tilslutning af varmeradiatorer er almindelige:
- Lateral (ensidig). Indløbs- og udløbsrør er forbundet på samme side, mens forsyningen er placeret i toppen. Standardmetoden for etagebygninger, når forsyningen sker fra stigrøret. Med hensyn til effektivitet er denne metode ikke ringere end den diagonale.
- Nederste.På denne måde tilsluttes bimetal radiatorer med bundtilslutning eller stålradiator med bundtilslutning. Tilførsels- og returrørene tilsluttes nedefra på venstre eller højre side af apparatet og forbindes gennem den nederste radiatortilslutningsenhed med omløbermøtrikker og afspærringsventiler. Omløbermøtrikken skrues på det nederste radiatorrør. Fordelen ved denne metode er placeringen af hovedrørene skjult i gulvet, og varmeradiatorer med bundforbindelse passer harmonisk ind i interiøret og kan installeres i smalle nicher.
- Diagonal. Kølevæsken kommer ind gennem det øvre indløb, og returløbet forbindes fra den modsatte side til det nederste udløb. Den optimale forbindelsestype, der giver ensartet opvarmning af hele batteriområdet. På denne måde skal du tilslutte varmebatteriet korrekt, hvis længde overstiger 1 meter. Varmetabet overstiger ikke 2 %.
- Sadel. Tilførsel og retur er forbundet til de nederste huller placeret på modsatte sider. Det bruges hovedsageligt i enkeltrørssystemer, når ingen anden metode er mulig. Varmetab som følge af dårlig cirkulation af kølevæsken i den øverste del af enheden når 15%.
SE VIDEO
Når du vælger et sted til installation, tages der flere faktorer i betragtning for at sikre den korrekte drift af varmeanordninger. Installation udføres på de steder, der er mindst beskyttet mod indtrængning af kold luft, under vinduesåbninger. Det anbefales at installere et batteri under hvert vindue. Minimumsafstanden fra væggen er 3-5 cm, fra gulvet og vindueskarmen - 10-15 cm. Med mindre huller forværres konvektionen, og batteristrømmen falder.
Typiske fejl ved valg af installationssted:
- Plads til montering af reguleringsventiler tages ikke i betragtning.
- En lille afstand til gulv og vindueskarm forhindrer korrekt luftcirkulation, hvorved varmeoverførslen falder, og rummet ikke varmes op til den indstillede temperatur.
- I stedet for flere batterier placeret under hvert vindue og skaber et termisk gardin, vælges en lang radiator.
- Installation af dekorative gitre, paneler, der forhindrer normal spredning af varme.
Kølevæskecirkulationsmetoder
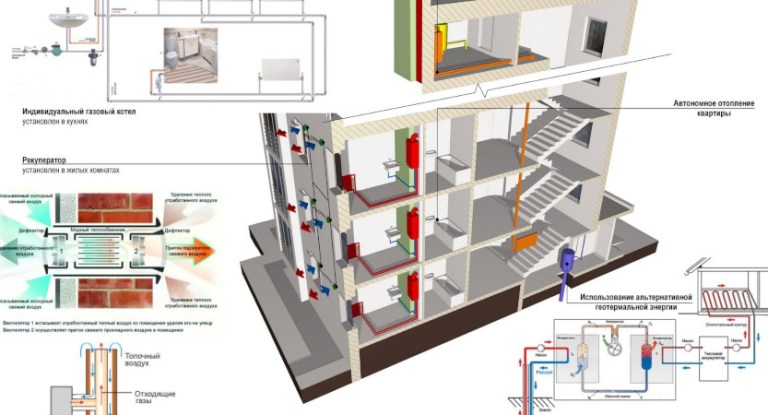
Cirkulationen af kølevæsken gennem rørledninger sker på en naturlig eller tvungen måde. Den naturlige (gravitationelle) metode involverer ikke brug af ekstra udstyr. Kølevæsken bevæger sig på grund af en ændring i væskens egenskaber som følge af opvarmning. Den varme kølevæske, der kommer ind i batteriet, afkøles, får en større densitet og masse, hvorefter den falder ned, og en varmere kølevæske kommer ind i stedet. Koldt vand fra returløbet strømmer ved tyngdekraften ind i kedlen og fortrænger den allerede opvarmede væske. Til normal drift installeres rørledningen med en hældning på mindst 0,5 cm pr. lineær meter.
Skema for kølevæskecirkulation i systemet ved hjælp af pumpeudstyr
Ved tvungen tilførsel af kølevæske er installation af en eller flere cirkulationspumper obligatorisk. Pumpen monteres på returrøret foran kedlen. Driften af opvarmning i dette tilfælde afhænger af elforsyningen, men det har betydelige fordele:
- Brug af rør med lille diameter er tilladt.
- Hovedet er installeret i enhver position, lodret eller vandret.
- Mindre kølevæske påkrævet.
5 Myter og fakta om kobberrør til vandforsyning
VVS kobberrør har udstyret med en række mangler fra kategorien myter, på grund af konkurrence og manglende bevidsthed.
1. Høje omkostninger ved kobberrørledning. Denne idé blev dannet takket være den aggressive reklame for plastikrør. Faktisk er kobberrør 2-3 gange dyrere end plastrør, men fittings lavet af kobber koster 30-50 gange mindre end dem, der er lavet af polymerer. I betragtning af at installationsmetoderne for rørledningen kan bruges ens, så er omkostningerne ved at installere systemer fra disse materialer omtrent lige store. Som følge heraf er prisen på den færdige rørledning meget afhængig af systemets topologi.
I tilfælde af lange og uforgrenede netværk (f.eks. hoved) er plastrørledninger meget billigere. Ved brug af dyre, gode plaster, som er designet til høje niveauer af klorering, men ikke er tilgængelige på det russiske marked, vil polymersystemer naturligvis være dyrere. Kobberrør kan monteres uden brug af fittings, hvilket gør det billigere. Og givet kobbersystemernes holdbarhed og høje pålidelighed er omkostningerne ved deres drift en størrelsesorden lavere end plastik. I tilfælde af bortskaffelse af den brugte kobberrørledning returneres de brugte midler.
2. Kobber er giftigt. Fuldstændig udokumenteret påstand. Giftige er kun specielle kobberforbindelser fremstillet af industrien (farvestoffer, blåvitriol, andre) og ikke dannet naturligt i rørledningen. Oxiderne af dette metal, som hovedsageligt er en beskyttende film (patina) på dets overflade, er ikke giftige.Tværtimod har de og kobber i sig selv en mild bakteriedræbende og bakteriostatisk effekt, som ved brug af vand fra en sådan rørledning sikrer høj smitsom sikkerhed.
3. Klor. Dette stof i sin rene form er et meget stærkt oxidationsmiddel, forbudt til transport gennem kobberrør. Påvirkningen af klorforbindelser, herunder dem der bruges til vanddesinfektion, tolererer kobber fuldstændig smertefrit. Tværtimod accelererer interaktion med disse stoffer dannelsen af et beskyttende væv på kobberoverfladen. Derfor udføres hyperklorering i USA under den teknologiske skylning af en ny rørledning for hurtigt at opnå et beskyttende lag.
"Klorproblemet" begyndte med kobber med introduktionen af plastikrør til VVS-markedet. Dette skyldes, at selv klorforbindelser, der bruges til at desinficere vand, har en ret skadelig effekt på de fleste plastik. Og den gyldne regel for succesfuld markedsføring siger som bekendt: "Skift din skyld til en konkurrent - lad ham retfærdiggøre sig selv."
4. Vandrende strømme. Det er de strømme, der flyder i jorden, når den bruges som ledende medium. I dette tilfælde fører de til korrosion af metalgenstande i jorden. I denne henseende har herreløse strømme intet at gøre med kobberrør, som for det meste er interne.
Det er forbudt at bruge både kobber- og stålsystemer som hovedjordelektrode. Hvis denne regel overholdes nøje, vil der ikke opstå elektriske problemer (inklusive herreløse strømme). Jording, der opererer i nødtilstand, passerer kun kortvarig strøm, hvilket ikke vil skade rørledningen.Problemer opstår kun, når de grundlæggende regler for design og drift af elektriske installationer overtrædes.
Mærkning og pris
Rør til opvarmning er lavet, mærket i henhold til GOST'er. For eksempel er produkter med en vægtykkelse på 0,8-10 mm fremstillet i henhold til GOST 617-90 standarder. En anden betegnelse vedrører renheden af kobber, reguleret af GOST 859-2001. Samtidig er mærkerne M1, M1p, M2, M2p, M3, M3 tilladt.










Ved mærkning, som er angivet på de fremstillede produkter, kan du finde ud af følgende information:
- tværsnitsform. Betegnes med bogstaverne KR.
- Længde - denne indikator har forskellige markeringer. BT - bay, MD - dimensional, KD - multiple dimensionality.
- Metoden til fremstilling af produktet. Hvis elementet er svejset, angives bogstavet C. Bogstavet D er placeret på tegnede produkter.
- Særlige betjeningsfunktioner. For eksempel er øgede tekniske egenskaber angivet med bogstavet P. Højt plasticitetsindeks - PP, øget skærenøjagtighed - PU, nøjagtighed - PS, styrke - PT.
- Fremstillingspræcision. Standardindikatoren er angivet med bogstavet H, øget - P.
For visuelt at forstå, hvordan man læser mærkningen, skal du forstå et simpelt eksempel - DKRNM50x3.0x3100. Dekryptering:
- Den er lavet af rent kobber, udpeget af M1-mærket.
- Produktet er elastisk.
- Formen er rund.
- Blød.
- Udvendig diameter - 50 mm.
- Vægtykkelse - 3 mm.
- Produktets længde er 3100 mm.
Europæiske producenter anvender et særligt DIN 1412-mærkesystem. De anvender EN-1057-betegnelsen på elementerne i vandforsyning og varmesystemer.Det inkluderer nummeret på standarden, ifølge hvilken rørene er lavet, et yderligere element inkluderet i sammensætningen - fosfor. Det er nødvendigt for at øge modstanden mod rust.
Kobberrør på en fabrik
Metode #2: rille (rullerille)
Rørledninger skabt af en forbindelse med enderiller (knurling riller) har været praktiseret i lang tid ved konstruktion af sprinkler (vandings) brandsystemer. Siden 1925 er denne fuldstændig pålidelige metode til at forbinde rør blevet brugt på stål- og jernrørledninger til opvarmning, ventilation, aircondition og andre systemer.
I mellemtiden er en lignende riflet mekanisk forbindelsesmetode også tilgængelig for kobberrør med en diameter på 50 mm til 200 mm. Det riflede mekaniske forbindelsessæt indeholder:
- koblinger,
- pakninger,
- forskellige beslag.
Det mekaniske riflingssystem tilbyder et praktisk alternativ til lodning af kobberrør med større diameter. Følgelig kræver rillemetoden ikke yderligere opvarmning (ved brug af åben ild), som i tilfælde af lodning eller blød lodning.
Den riflede rille på enden af kobberrøret er et af hovedelementerne i forbindelsesmetoden med "rillet rille". Måling efter rulning bestemmer den passende montering
Rillebinding er baseret på kobbers duktilitetsegenskaber og den øgede styrke af dette metal under koldbearbejdning. Designet indebærer tætning af spændesystemet, hvortil der anvendes en syntetisk elastomer pakning (EPDM - Ethylen Propylene Diene Methylene) og en specialdesignet klemme.En række producenter over hele verden tilbyder værktøjer til at skabe riflede led - pakninger, klemmer, fittings.
Fittings af forskellige størrelser og arbejdsklemmer med pakninger bruges til udformning af forbindelser lavet ved riflet rillemetoden
Forberedelse og fremstilling af en riflet rilleforbindelse
Som med andre loddefri kobbersamlingsprocesser, er korrekt forberedelse af rørenden af primær betydning for at skabe en stærk, lækagetæt svejsning. Det rigtige valg af rifleværktøj til hver type kobberrør er også oplagt. Producentens anbefalinger skal følges for at sikre sikker og problemfri klargøring af disse typer forbindelser.
Tabel over tilladte tryk og temperaturer for denne type forbindelse
| Tilslutningstype | Trykområde, kPa | Temperaturområde, ºC |
| Rille, D = 50,8 - 203,2 mm, type K, L | 0 — 2065 | minus 35 / plus 120 for K minus 30 / plus 80 for L |
| Rullerille, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm type M | 0 — 1725 | minus 35 / plus 120 |
| 0 — 1375 | minus 30 / plus 80 |
Trin-for-trin proces til samling af en knude med riflede riller:
- Skær enderne af kobberrørene til nøjagtigt vinkelret på aksen.
- Fjern grater efter skæring og affasning.
- Rul rillerne til de ønskede dimensioner som krævet af fittingsproducenten.
- Efterse fittings, pakninger, klemmer for skader.
- Smør pakninger i henhold til producentens anbefalinger.
Inden den endelige montering skal klemmeoverfladerne efterses for renhed og snavs. Saml sammensætningen i henhold til producentens anbefalinger.
Praktisk monteret fragment af noden ved hjælp af "knurling groove"-metoden.Spændebeslagets elastiske pakninger behandles med en lille mængde smøremiddel før den endelige montering af kobberrørene.
Klemmemøtrikkerne skal til sidst spændes til det påkrævede moment i henhold til producentens anbefalinger. Efter tilspænding af skruerne skal klemmeområdet undersøges igen for at sikre, at samlingen er korrekt samlet.
Test af det komplette riflede system
Test af et komplet rørsystem kan udføres ved at påføre luft- eller vandtryk på systemet. Den hydropneumatiske metode er heller ikke udelukket, når der påføres et relativt højt prøvetryk.
Det skal dog tages i betragtning, at værdien af prøvningstrykket ikke må overstige det maksimalt tilladte arbejdstryk angivet af producenten af det riflede rillesystem.
Værktøjer du skal bruge
For at udføre en kompetent installation skal du have følgende værktøjer:
- Rørskærer - skal vælges ud fra den specifikke type rørtværsnit. Kan være mekanisk eller manuel;
- Sander - kan godt udskiftes med sandpapir;
- Gasbrænder til lodning af kobberrør eller loddekolbe med flusmiddel og lodning.
Arbejdet påbegyndes med at udarbejde en plan for varmeanlægget med obligatorisk udpegelse af steder, hvor batterier planlægges installeret. Næste trin er at skære røret i afskårne længder. Det skal huskes, at enderne skal være strengt vinkelrette. De afskårne prøver skal være fri for grater. Fugerne skal renses med finkornet sandpapir.










En flux påføres den rensede ende af røret, hvorefter den (enden) føres ind i radiatoren eller fittingen, indtil den stopper. Derefter påføres loddet på samlingen til lodning af kobbervarmerør.Sammenkoblingsdelene ved krydset opvarmes med en gasbrænder. Man skal sørge for, at flammen ikke rører loddet. Men samtidig skal det smelte for at fylde hullerne mellem fittingen og røret.
Varianter af kobberprodukter
Der er flere klassifikationer af kobberrør. Lad os overveje nogle af dem. I henhold til fremstillingsmetoden skelnes produkterne:
- Uudglødet. De er lavet af rent metal ved stempling eller rulning. De er kendetegnet ved høj trækstyrke, som er omkring 450 MPa. I dette tilfælde falder metallets duktilitet, hvilket skaber visse begrænsninger for brugen af dele.
- Udglødet. De adskiller sig i speciel behandlingsteknologi. Rørene opvarmes til 700C og afkøles derefter gradvist. Som følge heraf mister produkterne noget deres styrke, men bliver mere duktile. Sådanne rør strækker sig perfekt, lige før pausen kan længden af elementet øges en og en halv gange. Udglødede produkter er blødere, hvilket forenkler installationen.
Formen på sektionen skelner mellem runde og rektangulære elementer. Sidstnævnte er kendetegnet ved en højere pris, hvilket skyldes kompleksiteten af deres fremstilling. De bruges til fremstilling af ledere i statorviklinger af elektrisk udstyr, der er afkølet med en væskemetode. Standardstørrelser af ikke-isolerede kobberprodukter med hensyn til yderdiameter varierer fra 12 til 267 mm. Derudover kan hver af standardstørrelserne have forskellige vægtykkelser, som ligger i området fra 0,6 til 3 mm. Til gasforsyning anvendes produkter med en minimumstykkelse på 1 mm. Inden for VVS er de mest anvendte størrelser 22, 18, 15, 12 x 1 mm, 52 x 2 mm og 42, 35, 28 x 1,5 mm.
Udglødede kobberrør mister en vis styrke, men får speciel plasticitet og blødhed, hvilket letter installationsprocessen.
GOST 52318-2005 regulerer fremstillingen af kobberdele i tre typer, der adskiller sig i graden af hårdhed, operationelle og mekaniske egenskaber:
- Blød. Betegnes M eller W, forældet r eller F22. Modstå ekspansion uden revner og brud i processen med at øge den ydre diameter med 25%. Kan udsættes for bøjning og monteringsfri koldforbindelse. Produkter bruges til at arrangere varme- og vandforsyningsanlæg med bjælkefordeling af rør til varme- og VVS-armaturer samt til varmepumper, gulv- og panelvarme.
- Halvfast. Mærkning P eller HH, forældet version z. Dele modstår udvidelse i processen med at øge rørets diameter med 15%. Mindre duktilitet end bløde produkter kræver brug af varme for en monteringsfri forbindelse. Til bøjning skal du bruge en rørbukker.
- Solid. Betegnelse T eller H, forældet z6 eller F30. Under installationen sker udvidelsen af røret kun under opvarmningsprocessen. En rørbukker bruges til at bukke delen. Solide, såvel som halvsolide, elementer bruges til at arrangere motorveje uden hyppige ændringer i bevægelsesretning og sving. Derudover bruges sådanne produkter til rørledninger, der kræver øget mekanisk styrke.
Nogle producenter producerer specielle rør med yderligere muligheder, der efterspørges til varme- og vandforsyningssystemer:
- Isoleret med en tyndvægget polyethylenkappe, hvis tykkelse er 2-2,5 mm.Materialet er modstandsdygtigt over for kemisk og mekanisk belastning, påført rør med en diameter på 12 til 54 mm. Kappen reducerer varmetabet i varmesystemer og forhindrer dannelse af kondensat på koldtvandsrør.
- Med beskyttende isolering 2,5 til 3 mm tyk. Den indvendige side af polyethylenskallen er udstyret med små langsgående tænder, der danner luftkanaler. Således forbedres de termiske isoleringsegenskaber, og det bliver muligt at udføre termisk udvidelse af det monolitiske rør med temperaturudsving.
- Med en termisk isoleringsskal lavet af skummaterialer: syntetisk gummi, polyethylenskum, blødt polyurethanskum osv. Isoleringslagets bredde kan overstige 30 mm. Skallen bruges til at reducere høj varmeoverførsel i varmtvands- og varmesystemer.
Om nødvendigt kan du købe specielle dele til læ og varmeisolering af installerede rørledninger.
Fittings bruges til at forbinde kobberdele. Deres sortiment er meget bredt. De adskiller sig i form og er designet til at lave forskellige typer forbindelser.
Muligheder for sammenføjning af rør af kobber
Ved montering af varme anvendes forskellige installationsmetoder. Så docking af kobberrør udføres ved en sammenklappelig og ikke-sammenklappelig metode. I det første tilfælde anvendes flanger, gevindbefæstelser, beslag, som fastgøres automatisk. Ved design af et ikke-adskilleligt varmesystem anvendes presning, lodning og svejsning.
Svejsesamling
Lad os tage et kig på processen med at svejse kobberrør. Denne dockingteknik anvendes på rør med en diameter på 108 mm eller mere.Varmematerialets vægtykkelse skal være mindst 1,5 mm. For at udføre svejsearbejde er det i dette tilfælde kun nødvendigt at støde, mens den korrekte temperatur skal være 1084 grader. Det er værd at tilføje, at denne mulighed for installation af opvarmning ikke anbefales at udføres i hånden.
I dag bruger bygherrer flere typer svejsning:
- Gassvejsning med brændere af typen oxy-acetylen.
- Svejsning med forbrugselektroder, udført i et inertgasmiljø - argon eller helium.
- Svejsning, hvor der anvendes elektroder, der ikke kan forbruges.
I de fleste tilfælde bruges buesvejsemetoden til at forbinde kobberelementer. Hvis rørene, der er planlagt til at blive brugt til at samle rørledningen, er lavet af rent kobber, er det nødvendigt at bruge ikke-smeltelige wolframelektroder i et argon-, nitrogen- eller heliummiljø. Ved svejsning af kobberelementer skal processen være hurtig. Dette vil forhindre dannelsen af forskellige oxidationer på rørets metalbase.
Svejsesamling af kobberrør
For at give styrke til en sådan forbindelse, efter afslutning af docking-arbejdet, anbefales det at udføre yderligere smedning af de resulterende samlinger.
Afbrændingsforbindelse
Det sker, at brugen af svejsebrændere under installationen af varmesystemer skaber nogle besvær. I dette tilfælde anbefales det at ty til flarende kobberrørsamlinger. Denne installationsmetode vil vise sig at være aftagelig, hvilket vil spille en positiv rolle i tilfælde af en tvungen opvarmning.
En operation af denne art vil kræve den obligatoriske tilstedeværelse af en afbrændingsanordning.Vi vil forsøge at beskrive i detaljer, hvordan man forbinder varmerør ved afbrænding:
- til at begynde med renses spidsen af røret for at fjerne de ridser og grater, der dannes under savningen af materialet, fra dets overflade;
- en kobling er fastgjort på røret;
- derefter indsættes røret i en klemanordning, ved hjælp af hvilken yderligere ekspansion udføres;
- så skal du begynde at stramme værktøjets skrue, indtil vinklen på enden af røret når 45 grader;
- efter at rørområdet er klar til tilslutning, skal en kobling bringes til det, og møtrikkerne skal spændes.
Du kan lære mere om processen i videoen nedenfor.










Tryk på forbindelsesmetode
Ud over alle ovenstående metoder til installation af varmerør er der også en presseteknik. For at forbinde kobberelementerne i dette tilfælde er det nødvendigt at indsætte den tidligere forberedte ende af røret i koblingen, indtil den stopper. Herefter kræves brugen af en hydraulisk eller manuel presse, gennem hvilken rørene fastgøres.
Hvis opvarmningen er planlagt til at blive samlet fra tykvæggede rør, kræves presfittings med specielle kompressionsmanchetter. Disse elementer gør det muligt at komprimere rør og fittings til opvarmning indefra, mens eksterne tætninger vil give fremragende tæthed af strukturen.
Trådtype forbindelser
Desværre er det umuligt at finde kobberrør med gevindforbindelser på markedet, og derfor er det sædvanligt at bruge fittings, der har en omløbermøtrik til at forbinde dele af et varmesystem.
Til sammenføjning af kobberrør med rør fremstillet af andre materialer anvendes gevindbeslag af bronze eller messing. Deres brug eliminerer muligheden for galvanisk korrosion.I tilfælde af at rørene er forskellige i diameter, skal du ty til hjælp fra specielle ekspandere.
I betragtning af de typer tætninger, der bruges i dag til kobbervarmesystemer, er der to typer gevindforbindelser:
- Konsolideringer af konisk type ("amerikansk"). Disse elementer anbefales til opvarmningsinstallation under forhold med højtemperaturindikatorer.
- Flade tilslutninger. Sådanne materialer inkluderer i deres design tætninger lavet af polymermaterialer i forskellige farver. Pakninger er malet i forskellige farver for at angive de temperaturer, hvor du kan arbejde med sådanne elementer.
Tilslutningsdiagram for kobberrør
Selvmontering
Installation af rørledningen ved hjælp af kobberrør er ret muligt med egne hænder. For at gøre dette skal du bruge en gasbrænder og lodde, som er af to typer - hård og blød. Hård lodning bruges til højtemperaturlodning i kommunikation til vandforsyning, gas og opvarmning. Blød - til lodning ved lavere temperaturer i boligforhold.

- børstning og slibning af indersiden af samlingen;
- påføring af fluxpasta inde og ude;
- opvarmning af tilslutningspunktet med en gasbrænder.
Udnyt disse tips. Fjern ikke graterne efter trimning af rørens kanter med sandpapir. Den ene af enderne af rørene skal udvides med en rørekspander, så de passer ind i hinanden
Når du påfører fluxpastaen, skal du sørge for, at der ikke er for meget af den, og at den ikke kommer ind i rørets lumen ved lodning.
Det er vigtigt ikke at overophede krydset, 15-20 sekunder er nok til at få effekten.Opvarmningen stoppes, når fluxen får en sølvfarve.
Før du starter det færdige system, er det tilrådeligt at skylle det med et stort vandtryk for at fjerne alle partikler fra installationsprocessen.
Arbejde med åben ild kræver sikkerhedsforanstaltninger. Liv og sundhed er værd at passe på under disse værker.
Kobberrørledninger har på grund af deres fremragende egenskaber vist sig at være en pålidelig mulighed for et varmesystem sammen med muligheden for varmt og koldt vand.
Klassificering efter fremstillingsmaterialer
Valget af materiale afhænger af de operationelle belastninger - tryk, væskeflow, (nogle gange også på dets tæthed) samt niveauet af hydraulisk modstand. En fitting er trods alt en ekstra strømningsbarriere forårsaget af forskellige tilstødende elementer - pakninger og designegenskaber af selve produktet - tilstedeværelsen af tidevand, afsatser, krumningsradier, overgangssektioner osv.
De materialer, der anbefales til fremstilling af de pågældende dele, vælges også under hensyntagen til fremstillingsevnen af deres produktion:
- Støbejern. Støbejern med nodulær grafit (VCh100 kvaliteter) bruges oftere, som har tilstrækkelig styrke og tilfredsstillende duktilitet. Ganske ofte er der adaptere lavet af formbare støbejernskvaliteter SCH30 eller SCH35, såvel som duktile jernkvaliteter KCh35-10 eller KCh 37-12. I nogle tilfælde galvaniseres færdige produkter for at forbedre deres præsentation.
- Stål. For det meste anvendes rustfrit stålkvalitet 08X18H10, såvel som dets udenlandske modstykker. Andre mærker bruges i systemer designet til pumpning af ætsende medier ved forhøjede temperaturer, som er forurenet med slibende partikler.Her anvendes stål type 45X. 40HN. 40HNM og lignende.
- Messing. Når de bruger plastisk deformationsteknologi, styres de af mærkerne af deformerbar messing: almindelig fra L70, multikomponent - LA-77-2, LN 65-5. Fra støbning af messing - LTs40S, LTs25S2 osv.
- Metal-plast baseret på deformerbart aluminium og polyethylen kvaliteter PE-X eller PE-RT.
- Lavtryks polyethylen (HDPE). Ved lave driftsbelastninger anvendes polymerer, fremstillet i henhold til de tekniske krav i GOST 16338-85.

Fittings til HDPE-rør: fittingstyper og muligheder for tilslutning af rørledninger I byggeriet bruges rørledninger af HDPE i stigende grad. Derfor er efterspørgslen på armeringselementer også stigende. Med deres hjælp bliver rørinstallationen nem og hurtig ...










Varianter af kobberprodukter
I øjeblikket er der flere varianter af kobberrør. Nedenfor er de vigtigste.
Efter aftale
Følgende rør bruges til deres tilsigtede formål:
- til møbler - lavet af krom - 25 mm;
- til kommercielt udstyr - et ovalt produkt - 25 mm;
- ved fremstilling af møbelstøtter - 50 mm (bar);
- til køkkenrummet - 50 og 26 mm (rækværk og bar).
Ved fremstilling af møbler bruges møbelforkromet rør. Den bruges i hovedmøbelstrukturen - som en metalstang. I modsætning til rund har den et rektangulært tværsnit. Den mest brugte profil er 40*100, 40*80, 50*50.
Det er kun installeret på en flad overflade og bruges også til reparationer og i bilfabrikker - når du skaber en stærk ramme.
I henhold til fremstillingsmetoden
Afhængigt af fremstillingsmetoden bruges sådanne kobberrør som:
Uudglødet kobberrør.Den er lavet af rent metal ved hjælp af stempling.
Det har høj trækstyrke. I dette tilfælde bliver metallet mindre duktilt, hvorefter der er nogle begrænsninger for brugen af et sådant rør.
Udglødede kobberrør er af plast, denne kvalitet letter installationsprocessen
Udglødet kobberrør. Det går gennem en speciel forarbejdningsteknologi. Det opvarmes til 700 grader celsius og køles derefter ned. I dette tilfælde bliver rørledningselementerne mindre stærke, men mere fleksible.
Derudover strækker de sig godt - før de går i stykker, øges deres længde med 1,5 gange.
Udglødede rørprodukter er blødere, så deres installation er hurtigere og nemmere.
Efter sektionsform
I henhold til sektionens form skelner de:
- runde vandrør;
- rørledningselementer i form af et rektangel. De bruges til at skabe ledere i statorviklingen af elektrisk udstyr, som afkøles ved en væskemetode.
Dimensionerne på kobberrør kan bestemmes af den ydre diameter, som er 12–267 mm. I dette tilfælde har enhver rørstørrelse en vis vægtykkelse svarende til 0,6-3 mm.
Ved ledning af gas ind i huse anvendes rør, der har en tykkelse på mindst 1 mm.
Ved installation af VVS anvendes i mange tilfælde et vvs-rør af kobber, som har størrelser som: 12, 15, 18, 22 x 1 mm, 28, 35, 42 x 1,5 mm og 52 x 2 mm.
I henhold til hårdhedsgraden
I henhold til hårdhedsgraden kobberrør anvendes, såsom:
Blød. Betegnelsen er M eller W. De er i stand til at modstå ekspansion uden at revne og rive, når den ydre diameter udvides med 25%.
Sådanne rørledningsprodukter anvendes, når der skabes et varmesystem eller lægges rørledninger til forbrugernes vandforsyning. Samtidig laves en strålefordeling af rørføringen til VVS- og varmeapparater.
Bløde rørledningselementer bruges i de fleste tilfælde til konstruktion og reparation af vandrør. Deres forbindelse betragtes som den enkleste - docking kan udføres uden brug af ekstra udstyr.








Kobberrør kan modstå den høje temperatur af de væsker, der transporteres gennem dem
Halvfast. De har følgende betegnelser - P eller NN. Sådanne rørledningsprodukter er i stand til at modstå ekspansion med en diameterforøgelse på 15%.
Når de er installeret, bruges varme til at forbinde rørene uden brug af fittings. Til bukning eller ubøjning af halvfaste produkter anvendes en rørbukker til kobberrør.
Solid. De er betegnet med følgende bogstaver - T eller H. Når de er installeret, sker distribution kun under opvarmning. Brug en rørbukker for at bukke røret.
De sidste 2 typer kobberprodukter bruges til konstruktion af forskellige motorveje.
Sådanne dele bruges også i konstruktionen af en rørledning, som bør have øget mekanisk styrke.
Forseglingen af sådanne rør betragtes som en vigtig proces. Når alt kommer til alt, kan deres frigørelse ske når som helst - for eksempel når tætningsmidlet er opbrugt. I tilfælde af en sådan situation vil det være nødvendigt at lave fugerne helt om.
Oprulningstyper
Producenter bruger forskellige typer viklinger til kobberrør:
- FUM tape. Denne tape bruges i alle typer gevindforbindelser;
- hærdende fugemasse til VVS. Sådant materiale bruges både på forskellige virksomheder og i hverdagen;
- hjemmelavet fugemasse til VVS.De rør, der er installeret i 1940'ernes huse, er ikke utætte.
Denne metode kan også anvendes, hvis det er nødvendigt at lave opvarmning fra kobberrør.
Hvis rødt bly ikke er tilgængeligt, skal der anvendes almindelig PF maling.
Tætning ved arbejde med væskeledende systemer er obligatorisk