
- Forberedelse til arbejde
- Montering af metal-plastrør
- Værktøjer
- Kompressionsforbindelse
- Tryk på forbindelse
- Push fit forbindelse
- vægbeslag
- Passende klassifikation
- Forberedende arbejde inden presning
- Brugsanvisning
- Krympeproces
- Hvad er skylning og presning
- Gør-det-selv montering af metal-plastrør
- Tests i etageejendomme
Forberedelse til arbejde
Alt måleudstyr skal være forhåndsverificeret af et autoriseret testlaboratorium. Den hydrauliske kraftpakke er forbundet til trykledningen via en testtrykmanifold. Opsamleren har en afløbsventil og en trykmåler. Trykmålere er installeret i slutningen og begyndelsen af trykledningen.
Før trykprøvning af rør skal alle ventiler og porte være lukkede.
Forberedelse til trykprøvning af rørledningen omfatter følgende trin:
- Fyldning af kredsløbet med arbejdsvæske;
- Fyldning af ledningen indtil et tryk svarende til testtrykket er skabt der;
- Tilslutning af testinstrumenter og udstyr til den ønskede del af motorvejen.
Montering af metal-plastrør
Installation af en rørledning lavet af metal-plast omfatter flere trin:
- Forberedelse af materialer, værktøj.
- Montering af forbindelser.
- Test af den færdige rørledning.
Materialeforberedelse til alle typer fuger er den samme.Rør skal skæres efter projektet. Ved måling tages højde for længdeoverlapningen for beslaget.

Da metal-plast sælges i spoler, skal materialet rettes op inden montering ved at rulle røret på en flad overflade. Først skal røret pakkes ind i flere lag klude.
Værktøjer
Et sæt værktøjer til installation af metal-plastkommunikation afhænger af, hvilke fittings der bruges til at forbinde dele af rørledningen.
For at samle en rørledning fra metal-polymerrør skal du have:
- rørskærer eller hacksav til skæring af materiale;
- kalibrator - for at udvide røret og give cirklen ideelle proportioner;
- affasning - til affasning;
- sandpapir til at afgrate rørets kanter;
- justerbare (eller skruenøgler) skruenøgler;
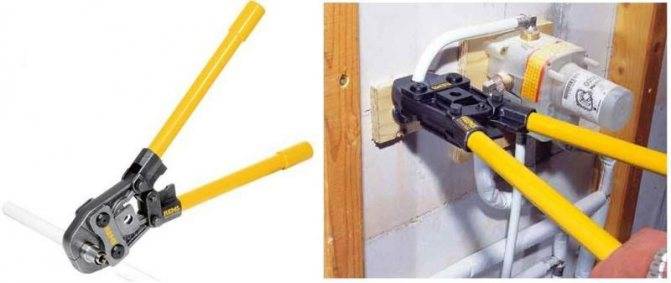
- tryktang til nogle typer forbindelser;
- byggehårtørrer eller bøjningsanordning, såsom sand.
Det er at foretrække at skære med en saks, men du kan også bruge en hacksav eller en skarp kniv.
Når kanterne er klargjort til tilslutning, sættes røret ind i fittingen. Der er flere typer forbinder metal-plastrør til hinanden eller med en overgang til et andet materiale:
- kompressionsfittings;
- trykforbindelse;
- push pasform.
Kompressionsforbindelse
Tilslutningen af metal-plastrør ved hjælp af kompressionsfittings er almindelig og overkommelig til selvmontering. Sådanne noder kan skilles ad og samles igen. Du skal bruge 2 skruenøgler til montering.
Installationsalgoritme:
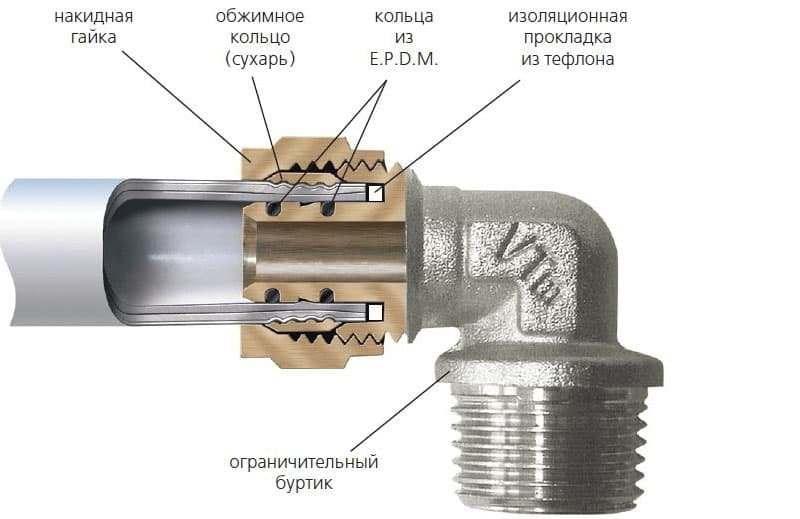
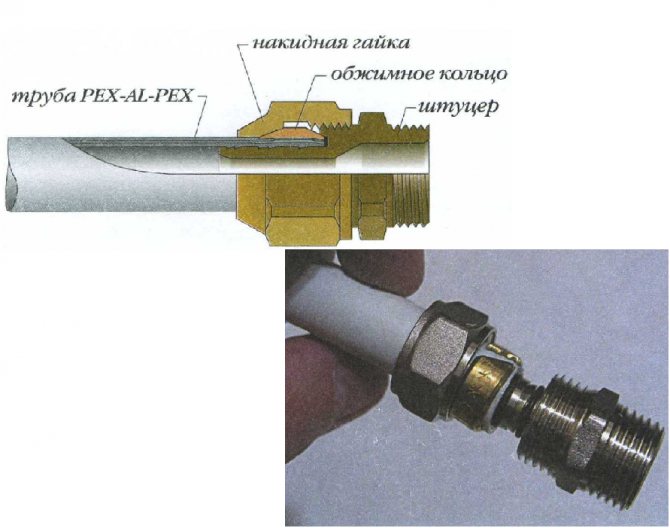
- Armaturet er udsnoet og adskilt. En omløbermøtrik og en ferrule er sat på enden af røret.
- Indersiden af røret og enden af fittingen med en gummipakning er smurt med tykt sæbeskum for at lette justeringsprocessen. Til samme formål er den indre diameter forbrændt med en kalibrator. Sådanne foranstaltninger vil forhindre forskydning af gummipakningerne.
- Fittingen indsættes i krydset, ringen forskydes og møtrikken spændes. Vridningsprocessen udføres ved hjælp af to nøgler.
Den resulterende forbindelse kræver periodisk kontrol og tilspænding af møtrikken i tilfælde af lækage.
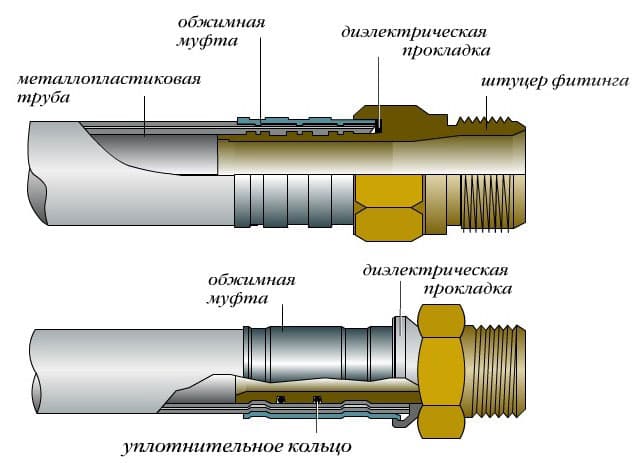
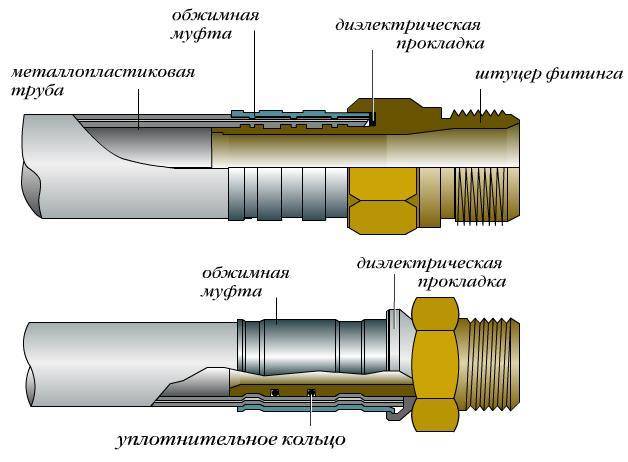
Tryk på forbindelse
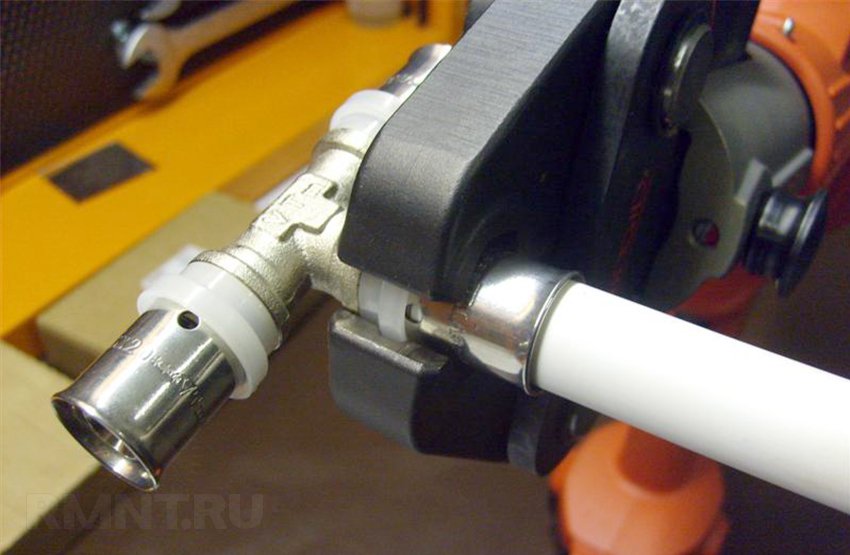
Crimpforbindelsen monteres ved hjælp af pressefittings og et presseværktøj (manuelt eller elektrisk).
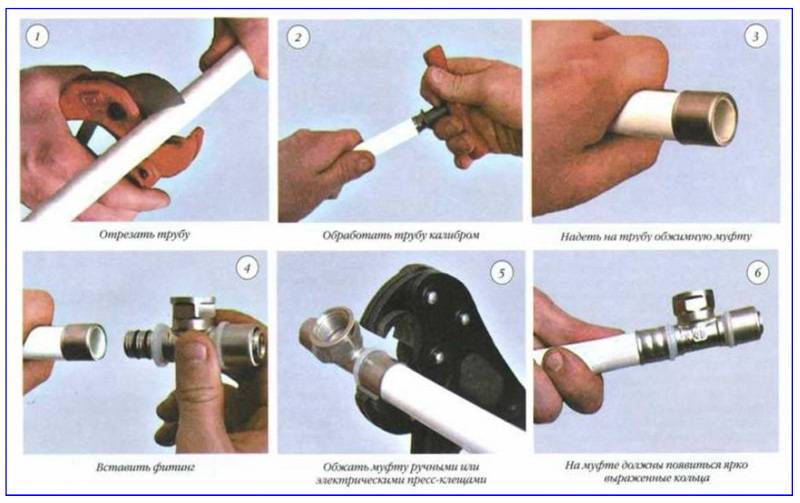
Monteringsskema:
- Forberedelse: Udskæringen behandles og renses. Pressfittingen skilles ad og kontrolleres for integritet og tilstedeværelsen af pakninger og samles derefter igen.
- Kanten til tilslutningen sættes på beslaget til kontrolvinduet.
- Muffen presses med pressetang, værktøjshåndtagene er reduceret til stop.
- Gentag handlingerne på den modsatte ende af tilslutningsbeslaget.
Den resulterende forbindelse kan vare op til 50 år, men kan ikke adskilles.







Push fit forbindelse
Skubbeslag er de dyreste elementer til at forbinde plastrør. Men deres brug kræver ingen værktøjer og færdigheder, det er pålideligt og holdbart.

Det forberedte rør indsættes i push-fit op til kontrolhullet. Dernæst samles hele strukturen. Et prøveflow startes, under hvilken forbindelse forbindelsen er fastgjort af en indvendig kile.
vægbeslag

Det svage punkt ved metal-plastprodukter er den lave modstand mod mekaniske skader på grund af det faktum, at aluminiumslaget er tyndt.
Med en stor bøjningsradius eller konstante tryk deformeres røret.I dette tilfælde anbefales det at fastgøre rørledningen på en solid base - en væg, loft eller under en sokkel. For at gøre dette er fikseringselementet fastgjort til væggen:
- klips;
- bakker op;
- vedhæng.
Processen med fastgørelse og fastgørelse foregår på en enkel måde:
- støtten er fastgjort til væggen, fastgjort i en fast position;
- røret indsættes i clipsen med en ekspanderende mekanisme. Hvis klippet er døv, indsættes et rør i første omgang, og derefter er hele strukturen fastgjort til væggen.
Passende klassifikation
Forskellige kompressionsfittings.
- hjørner og bøjninger (bruges ved tilslutning af sving fra 45 grader);
- krydser (hjælp til at forgrene på to sider);
- tees (bruges til envejsgren);
- propper (bruges til fastgørelse for enden af røret);
- koblinger (ved hjælp af dem forbindes rør med samme diameter og retning);
- fittings (om nødvendigt tilslutning med en slange).
Fittings, der bruges til at forbinde rør med samme diameter, kaldes lige fittings, og dem, der er beregnet til fastgørelse af rør med forskellige diametre, kaldes overgangsstykker.
Der findes et bredt udvalg af støbejerns-, stål-, messing- eller kobberbeslag på byggemarkedet.
Hvad angår støbejern, er de kendetegnet ved sådanne kvaliteter som styrke og holdbarhed. Støbejernsbeslag har en væsentlig fordel i forhold til andre forbindelsesprodukter, såsom stålkoblinger. En anden positiv egenskab ved støbejernselementer omfatter høj modstand mod negative miljøpåvirkninger og alsidighed.
Stålbeslag er uundværlige i moderne industri i dag. For nylig kunne forhindringer i rørledningens vej omgås ved at bøje røret.I dag er der ikke behov for det
Rørledningen ved hjælp af stålprodukter er let at samle og adskille, hvilket også er vigtigt
Forberedende arbejde inden presning
De handlinger, der skal udføres, før kontroltrykprøvningen af gasrøret påbegyndes, udføres i overensstemmelse med arbejdsbeskyttelsesinstruktionerne udviklet i henhold til standard sikkerhedsforskrifter for udfører gasfarligt arbejde.
Forberedelse inkluderer:
Gasledningsordning
- afstemning af den faktiske underjordiske lægning af kommunikation med ruten angivet på diagrammerne i projektdokumentationen;
- steder vælges til tilslutning af de nødvendige stik, instrumentering og regulatorer;
- tilslutningspunktet for kompressorenheden bestemmes.
Alle ingeniører og arbejdere involveret i denne begivenhed skal geninstrueres i arbejdsbeskyttelse og gøres bekendt med proceduren for udførelse af arbejde.
Brugsanvisning
Uanset hvilken type installation og udstyr du vælger, er der en generel procedure for forberedende arbejde. Disse regler vil lette arrangementet af rørledningen og er ønskelige for udførelse:
- du skal udarbejde en rørlayoutplan, dette vil hjælpe med at beregne mængden af materiale og koblinger;
- arbejdssteder skal rengøres omhyggeligt for at forhindre støv og snavs i at trænge ind i forbindelsespunkterne for at undgå utætheder i fremtiden;
- hvis du skal oprette forbindelse til et eksisterende system, skal du kontrollere dets integritet og forberede indsættelsespunktet;
- rør skal skæres, så snittet er nøjagtigt 90 grader til rørets længdeakse, dette er nødvendigt for at sikre pålidelighed og tæthed;
- styret af diagrammet, læg alle rør og koblinger ud for at kontrollere skæringen og antallet af alle nødvendige forbindelseselementer.
Som nævnt ovenfor er der tre hovedmuligheder for at forbinde tværbundet polyethylen. Valget af udstyr og værktøj afhænger af valget af metode. Til alle metoder skal du bruge dyser til diameteren af rørene og en beskærer.










Den første metode er den nemmeste at udføre. Ud over rør og beskærer vil der kun være behov for kompressionskoblinger og et par skruenøgler. Disse værktøjer er nødvendige for at stramme møtrikkerne efter at være blevet skubbet på plads.
Det er vigtigt at huske: du skal kontrollere processen med at stramme møtrikkerne for ikke at beskadige gevindet. Skru fast, men spænd ikke for meget.
Den anden metode er at presse. Du skal bruge en kalibrator, en saks, en expander og en presse.
Der vil ikke være nogen vanskeligheder med saks, deres formål er enkelt - at skære røret i de størrelser, vi har brug for. Vi behandler dens kanter med en kalibrator, affaset indefra. Dette værktøj er nødvendigt for at give røret en afrundet form efter skæring.
Så tager vi expanderen (expanderen) af den manuelle type, som er meget nem at bruge. Vi uddyber enhedens arbejdskanter inde i røret og udvider den til den ønskede størrelse. Dette bør ikke gøres på én gang, da materialet kan blive beskadiget. Vi gør dette gradvist ved at dreje expanderen i en cirkel. Fordelene ved denne enhed er prisen og brugervenligheden. Dette er et amatørinstrument.
Den elektrisk drevne expander er udstyret med et genopladeligt batteri, designet til at fremskynde installatørens arbejde. Det sparer markant arbejderens indsats og tid til installation af systemer.Naturligvis er denne enhed mange gange dyrere, men hvis du skal arbejde meget, passer den perfekt og retfærdiggør omkostningerne. Der er hydrauliske ekspandere. Efter at vi har forberedt røret, skal du installere en fitting i det. For at gøre dette har vi brug for en presseskruestik. De er også hydrauliske og mekaniske. Før brug skal de fjernes fra opbevaringsboksen og samles i arbejdsposition.
Efter montering af værktøjet og installation af koblingen i røret, monteres forbindelsen med en presse. Det vil sige, at beslaget kommer ind på sin plads, og tryk påføres ovenfra med en monteringsmuffe. Manuelle presser anbefales til små rørdiametre og lav efterspørgsel.
Hydrauliske presser kræver stort set ingen indsats under presning. Beslagene og muffen monteres ganske enkelt i rillen på enheden, så falder de let og gnidningsløst på plads. Dette værktøj kan bruges selv på steder, der er ubelejlige til installation, det har et drejehoved. Og den sidste mulighed for at forbinde tværbundet polyethylen er svejset. Som tidligere nævnt er det den dyreste og sjældent brugte, men den mest pålidelige. For det, ud over de saks, der allerede er kendt for os, vil der også være behov for ekspandere, specielle koblinger. Elektrofusionsfittings har specielle ledere til opvarmning.
Efter at have forberedt udstyret og komponenterne, fortsætter vi til svejsning. For at gøre dette installerer vi en elektrisk svejset kobling for enden af røret. Den har specielle terminaler, som vi forbinder svejsemaskinen til. Vi tænder det, på dette tidspunkt opvarmes alle elementer til polyethylens smeltepunkt, omkring 170 grader Celsius. Koblingsmaterialet udfylder alle hulrummene, og der sker svejsning.
Hvis enheden ikke er udstyret med en timer og en enhed, der kan læse information fra armaturerne, skal du overvåge instrumentets aflæsninger for at slukke alt i tide. Vi slukker udstyret, eller det slukker af sig selv, vi venter, indtil enheden er afkølet. Rør leveres ofte i ruller og kan miste deres form under opbevaring. Til dette har du brug for en hårtørrer. Med dens hjælp er det muligt at eliminere denne ulempe ved blot at opvarme det deformerede segment med varm luft.
I den næste video finder du en oversigt over værktøjer til installation af XLPE varme- og VVS-systemer.
Krympeproces
Trykprøvning af varmesystemer i et privat hus begynder med at afbryde varmekedlen, automatiske udluftningsventiler og ekspansionsbeholderen fra systemet. Hvis afspærringsventiler fører til dette udstyr, kan du lukke dem, men hvis ventilerne viser sig at være defekte, vil ekspansionsbeholderen helt sikkert svigte og kedlen, afhængigt af det tryk, du påfører den. Derfor er det bedre at fjerne ekspansionsbeholderen, især da dette ikke er svært at gøre, men i tilfælde af kedlen bliver du nødt til at stole på brugbarheden af vandhanerne. Hvis der er termostater på radiatorerne, er det også tilrådeligt at fjerne dem - de er ikke designet til højtryk.









Nogle gange testes ikke al opvarmning, men kun en del. Hvis det er muligt, afskæres det ved hjælp af afspærringsventiler, eller der er installeret midlertidige jumpere - drev.
Dernæst er processen:
- Hvis systemet var i drift, drænes kølevæsken.
- En trykbeholder er tilsluttet systemet. En slange strækker sig fra den, der ender med en omløbermøtrik. Denne slange er forbundet til systemet på et hvilket som helst passende sted, selv i stedet for den fjernede ekspansionsbeholder eller i stedet for en aftapningshane.
-
Vand hældes ind i tryktestpumpens kapacitet og pumpes ind i systemet ved hjælp af en pumpe.
- Fjern al luft fra systemet før tryksætning. For at gøre dette kan du pumpe systemet lidt med afløbsventilen åben eller sænke den gennem ventilationsåbningerne på radiatorerne (Mayevsky-haner).
- Systemet bringes til driftstryk, opretholdes i mindst 10 minutter. I løbet af denne tid falder al den resterende luft ned.
- Trykket stiger til testtrykket, en vis tidsperiode opretholdes (reguleret af energiministeriets regler). Under testen kontrolleres alle enheder og forbindelser. De inspiceres for utætheder. Desuden betragtes selv en let fugtig forbindelse som en lækage (tågning skal også elimineres).
- Under crimpning styres trykniveauet. Hvis dets fald under testen ikke overstiger normen (registreret i SNiP), anses systemet for at være brugbart. Hvis trykket falder lidt under det normale, skal du kigge efter en lækage, reparere den og derefter starte tryktesten igen.
Som allerede nævnt afhænger testtrykket af typen af udstyr og system, der testes (varme eller varmt vand). Energiministeriets anbefalinger fremsat i "Regler for teknisk drift af termiske kraftværker" (punkt 9.2.13) er opsummeret i en tabel for at lette brugen.
| Type af testet udstyr | Prøvetryk | Test varighed | Tilladt trykfald |
|---|---|---|---|
| Elevatorenheder, vandvarmere | 1 MPa (10 kgf/cm2) | 5 minutter | 0,02 MPa (0,2 kgf/cm2) |
| Systemer med støbejernsradiatorer | 0,6 MPa (6 kgf/cm2) | 5 minutter | 0,02 MPa (0,2 kgf/cm2) |
| Systemer med panel- og konvektorradiatorer | 1 MPa (10 kgf/cm2) | 15 minutter | 0,01 MPa (0,1 kgf/cm2) |
| Varmtvandsforsyningssystemer fra metalrør | arbejdstryk + 0,5 MPa (5 kgf/cm2), men ikke mere end 1 MPa (10 kgf/cm2) | 10 minutter | 0,05 MPa (0,5 kgf/cm2) |
| Varmtvandsanlæg fra plastrør | arbejdstryk + 0,5 MPa (5 kgf/cm2), men ikke mere end 1 MPa (10 kgf/cm2) | 30 minutter | 0,06 MPa (0,6 kgf/cm2), med en yderligere kontrol inden for 2 timer og et maksimalt fald på 0,02 MPa (0,2 kgf/cm2) |
Bemærk venligst, at ved test af varme og VVS fra plastrør er prøvetrykkets holdetid 30 minutter. Hvis der i løbet af denne tid ikke findes nogen afvigelser, anses systemet for at have bestået trykprøven.
Men testen fortsætter i yderligere 2 timer. Og i løbet af denne tid bør trykfaldet i systemet ikke overstige normen - 0,02 MPa (0,2 kgf / cm2).
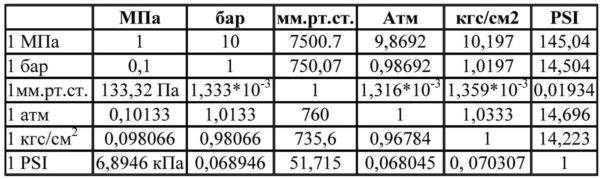
Korrespondancetabel for forskellige trykenheder
På den anden side har SNIP 3.05.01-85 (klausul 4.6) andre anbefalinger:
- Test af varme- og vandforsyningssystemer skal udføres med et tryk på 1,5 fra det fungerende, men ikke lavere end 0,2 MPa (2 kgf / cm2).
- Systemet anses for brugbart, hvis trykfaldet efter 5 minutter ikke overstiger 0,02 MPa (0,2 kgf/cm).
Hvilke regler man skal bruge er et interessant spørgsmål. Mens begge dokumenter er gældende, og der ikke er nogen sikkerhed, er begge berettigede. Det er nødvendigt at henvende sig til hvert enkelt tilfælde individuelt under hensyntagen til det maksimale tryk, som dets elementer er designet til. Så arbejdstrykket for støbejernsradiatorer er ikke mere end 6 atm, henholdsvis testtrykket vil være 9-10 atm. Omtrent også er det nødvendigt at blive bestemt med alle andre komponenter.
Hvad er skylning og presning
Skylning og trykprøvning af varmeanlæg udføres i tilfælde, hvor aflejringslaget i rørene bliver for stort til, at de kan fortsætte med at fungere. Som en forebyggende foranstaltning udføres sådanne begivenheder sjældent, da denne fornøjelse er ret besværlig og dyr. Til hydropneumatisk skylning anvendes syreopløsninger, som fjerner plak fra rørledningens vægge til ydersiden. Metalpartikler klæber sig til rørenes indervægge og reducerer derved deres diameter. Det fører til:
- stigning i tryk;
- stigning i kølevæskens hastighed;
- fald i effektivitet;
- stigning i omkostningerne.
Hvad er trykprøvning af et varmesystem - dette er en almindelig test, ifølge hvis resultater man kan sige, om det er sikkert at bruge sådant udstyr eller ej, og også om det kan modstå de nødvendige belastninger. Der er jo ingen, der ønsker at blive offer for trykaflastning i kredsløbet og være patient på brandsårsafdelingen. Trykprøvning af varmesystemet udføres i overensstemmelse med SNiPs. Det er en obligatorisk procedure. Efter det udstedes et dokument, der bekræfter kredsløbets tekniske brugbarhed. Her er de vigtigste tilfælde, når trykprøvning af varmesystemet udføres:
- når man samler et nyt kredsløb og sætter det i drift;
- efter reparationsarbejdet;
- forebyggende kontrol;
- efter rensning af rør med syreopløsninger.
Trykprøvning af varmesystemet udføres i overensstemmelse med SNiP nr. 41-01-2003 og nr. 3.05.01-85, samt reglerne for teknisk drift af termiske kraftværker.
Fra disse regler er det kendt, at en sådan handling som trykprøvning af et varmesystem udføres enten med luft eller væske. Den anden metode kaldes hydraulisk, og den første kaldes manometrisk, den er også pneumatisk, den er boble.Reglerne for trykprøvning af varmeanlægget siger, at vandtest kun kan udføres, hvis temperaturen i rummet er over fem grader. Ellers er der risiko for, at vandet i rørene fryser. Trykprøvning af varmesystemet med luft fjerner dette problem, det udføres i den kolde årstid. I praksis bruges hydraulisk trykprøvning af varmeanlægget oftere, da alle forsøger at gennemføre det nødvendige planlagte arbejde inden fyringssæsonen. Om vinteren udføres kun eliminering af eventuelle ulykker.
Det er kun muligt at starte trykprøvning af varmesystemet, når kedlen og ekspansionsbeholderen er afskåret fra kredsløbet, ellers vil de svigte. Hvordan bliver varmesystemet tryktestet?
- al væske drænes fra kredsløbet;
- så hældes koldt vand i det;
- efterhånden som den fyldes, falder overskydende luft ned fra kredsløbet;
- efter at der er akkumuleret vand, tilføres en trykoverlader til kredsløbet;
- hvordan varmesystemet er tryksat - mængden af atmosfærer stiger gradvist. I dette tilfælde bør det maksimale prøvetryk ikke være højere end trækstyrken af de forskellige elementer i kredsløbet;
- højtryk efterlades et stykke tid, og alle forbindelser efterses. Det er nødvendigt at se ikke kun på gevindforbindelserne, men også på de steder, hvor delene af kredsløbet er loddet.
At sætte varmesystemet under tryk med luft er endnu nemmere. Bare tøm al kølevæsken, luk alle udtag i kredsløbet og bring luft ind i det. Men på denne måde er det sværere at fastslå fejlen. Hvis der for eksempel er væske i rørene, så vil det ved højt tryk sive gennem et muligt mellemrum. Det er let at identificere visuelt.Men hvis der ikke er væske i rørene, er der derfor ikke andet at komme ud end luft. I dette tilfælde kan en fløjte høres.
Og hvis det er uhørligt, mens trykmålerenålen indikerer en lækage, så er alle forbindelser smurt med sæbevand. For at gøre det nemmere kan du ikke kontrollere hele systemet, men ved at opdele det i segmenter. I dette tilfælde er det lettere at udføre trykprøvning af varmerør og bestemme mulige steder for trykaflastning.
Gør-det-selv montering af metal-plastrør
Skæring af rør udføres med metalsaks eller en speciel hacksav. Fræsere bruges til at skære metal-plast med små og mellemstore diameter og er meget udbredt i professionel installation. Sakse er et enklere husholdningsapparat, de kan også købes i budgetpriskategorien, det vigtigste er, at der er et behageligt og afbalanceret håndtag, og selve knivene er skarpe, lavet af metal af høj kvalitet. Kutterne er udstyret med en intern kalibrator, som ikke kun tillader skæring af metal-plast, men også genskaber den deformerede form af kanterne.







Ud over specialværktøj, når du installerer et system af metal-plastrør, er brugen af mere alsidige enheder påkrævet: et målebånd, nøgler i den rigtige størrelse, en beveler, slibning af smergel, en ekspander, forudsat at presfittingsforbindelser er Brugt.
VVS-systemet lavet af plast og metal er ikke kun holdbart og praktisk, men også nemt at installere. Processen er tilgængelig for udførelse selv af en person, der ikke har den nødvendige viden.Med et sæt af de enkleste værktøjer kan du udføre grundlæggende installationsarbejde effektivt og med anstændige omkostningsbesparelser, hvis du følger enkle installationsregler.
Plast i kombination med metal er en god tandem, men den er også "bange" for aggressive mekaniske og ultraviolette effekter, dette skal tages i betragtning, når du lægger dem åbne.
Hvis det er beregnet til at installere en lukket type, er det nødvendigt at sørge for tilstedeværelsen af luger for adgang til kompressionstype fittings.
Varmesystemet kan også bestå af MP-rør, men i dette tilfælde er det værd at være særlig opmærksom på at kontrollere integriteten af alle elementer og observere tilstanden af den mest holdbare forbindelse af alle elementer. Brug ikke skarpe genstande ved udpakning af nye elementer i systemet, selv en mikroridse kan beskadige hele systemet alvorligt.
Metalstøtter og bøjler, der bruges til rørinstallation, skal være udstyret med bløde pakninger, dette vil hjælpe med at undgå mekanisk skade på plastoverfladen.
Som en garderobe begynder med en bøjle, så begynder installationen af metal-plastrør med valg og fastgørelse af kugleventiler
Dette element er ekstremt vigtigt for hele systemet, du bør ikke spare på det og købe kinesiske budgetmodstykker
En vandhane af høj kvalitet skal modstå op til 60 atmosfærer og høje temperaturer
Som en garderobe begynder med en bøjle, så begynder installationen af metal-plastrør med valg og fastgørelse af kugleventiler
Dette element er ekstremt vigtigt for hele systemet, du bør ikke spare på det og købe kinesiske budgetmodstykker. En vandhane af høj kvalitet skal modstå op til 60 atmosfærer og høje temperaturer.I tilfælde af en utæthed er det vandhanen, der er i stand til at stoppe strømmen af vand på kortest mulig tid.
Hvis hanen på det rigtige tidspunkt ikke klarer sin direkte opgave, er VVS-systemet i fare for alvorlig skade.
I tilfælde af en utæthed er det vandhanen, der er i stand til at stoppe strømmen af vand på kortest mulig tid. Hvis hanen på det rigtige tidspunkt ikke klarer sin direkte opgave, er VVS-systemet i fare for alvorlig skade.
Som en garderobe begynder med en bøjle, så begynder installationen af metal-plastrør med valg og fastgørelse af kugleventiler
Dette element er ekstremt vigtigt for hele systemet, du bør ikke spare på det og købe kinesiske budgetmodstykker. En vandhane af høj kvalitet skal modstå op til 60 atmosfærer og høje temperaturer. I tilfælde af en utæthed er det vandhanen, der er i stand til at stoppe strømmen af vand på kortest mulig tid.
Hvis hanen på det rigtige tidspunkt ikke klarer sin direkte opgave, er VVS-systemet i fare for alvorlig skade.
I tilfælde af en utæthed er det vandhanen, der er i stand til at stoppe strømmen af vand på kortest mulig tid. Hvis hanen på det rigtige tidspunkt ikke klarer sin direkte opgave, er VVS-systemet i fare for alvorlig skade.
Hvis hele systemet er installeret fra bunden, vil det omfatte installation af rensefiltre, målere, en trykreduktion, en manifold til rørføring i hele området. Rør anbefales at monteres sammen med filtre, dette vil forhindre teknisk affald i at komme ind i systemet.









Læs også:
Tests i etageejendomme
I etageejendomme kan der også udføres trykprøvning af varmeanlægget med luft. Vi vil nu overveje de nødvendige betingelser for arbejdet. I tilfælde af at du finder vandlækager, skal de repareres.Men ofte, uden højt tryk i systemet, er det ret svært at finde tynde revner i sømmene. I etageejendomme er det nødvendigt at udføre trykprøvning af både enkelte lejligheder og alle motorveje.
Du skal forberede:
- Efterse alle låsebeslag. Hvis ventilerne er lavet af støbejern, skal du sørge for at udskifte kirtlerne med dem. Udskift pakninger på flangeforbindelser. Alle bolte, der har mistet deres oprindelige udseende, skal også udskiftes. Sørg for at installere nye trykmålere, det anbefales at sende de gamle til verifikation for at afgøre, om de kan bruges yderligere til målinger.
- Inspicer visuelt alle rør, fittings for at identificere selv mindre defekter, skader. Hvis du finder problemområder, skal du hurtigt reparere dem.
- Tjek tilstanden af det termiske isoleringsmateriale på motorvejene lagt i kælderen og mellem etager.
Efter forberedelse kan du begynde at udføre direkte krympearbejde:
- Fyld hele kredsløbet med vand med lav hårdhed (så der ikke kommer kalk). Det er bedre at pumpe det ind i systemet, selvfølgelig, med en elektrisk pumpe. Tryk - 6-10 bar. I en beholder med væske skal du sænke slangerne - dræn og forsyning. Tilslut derefter pumpen til varmenettet og tænd for tryktesteren. Trykket skal indstilles på forhånd.
- Du registrerer en halv time - i denne periode skal trykket forblive næsten på samme niveau. I tilfælde af at trykket ikke falder, kan testen anses for afsluttet. Du kan fylde systemet med arbejdsvæske og begynde aktiv drift.
- Hvis trykket falder, er der defekter i varmesystemet.Fremgangsmåden for tryktest af varmesystemet med luft er omtrent den samme, men du skal bruge en sæbeopløsning - uden den er det svært at finde en lækage. Så snart du finder fejl, kan du begynde at tømme systemet og reparere. Gendiagnosticer derefter hele opvarmningen.
Indgangsenheden udføres på samme måde - trykket skal være omkring 10 bar.



