
- Højtryksbindende crimpforbindelser
- Metode #4: Push-connect forbindelse
- Andre loddemuligheder: arbejde med kobberrør og forskellige metaller
- Nuancerne ved lodning af kobberrør: hvordan man gør det rigtigt
- Sådan loddes kobbertråd til aluminium
- Sådan loddes kobber og rustfrit stål
- Lodning af kobber med jern - er det muligt
- Teknologi til lodning af kobberprodukter
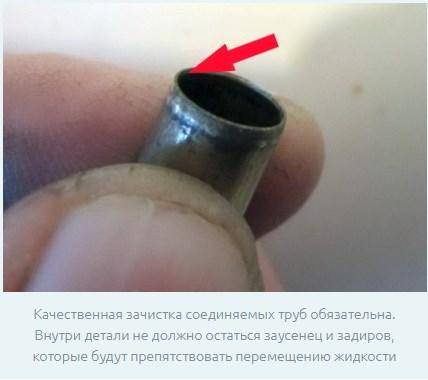
- Klip emnet til den ønskede længde
- Påfør flux på rørets overflade
- Tilslutning af dele før lodning
- Fugedannelse ved lavtemperaturlodning
- Sømdannelse ved højtemperaturlodning
- Typer af kobberrør
- Hvad er nødvendigt til lodning af kobberrør
- Forbrugsvarer og værktøj
- Loddet og flusmiddel
- Brænder
- Relaterede materialer
- Hvor gælder
- 3 Hvordan loddes kobberrør?
- Montering af kobberrør
- Samling af rørledningen med fittings
- Værktøj og materialer
- Monteringsvejledning
Højtryksbindende crimpforbindelser
Fremskridt inden for bonding crimp teknologi og i udviklingen af o-ring materialer har gjort det muligt at anvende bonding crimps til højtrykssystemer. Højtrykssystemer kræver dog lidt anderledes pressekæbekonfigurationer.
Resultatet af produktionen af forbindelsesknuden ved hjælp af 360º dobbeltkrympeteknikken
Limning af krympeforbindelser til lavtryks-, proces- og ikke-medicinske komprimerede gasledninger bruger en enkelt standard sekskantet krympeform.
Højere tryklimning kræver brug af specialdesignede presfittings og spændekæber for at give en 360° dobbeltkrympning på fittingen.
Metode #4: Push-connect forbindelse
Et karakteristisk træk ved push-in-samlingsmetoden er, at der ikke kræves yderligere værktøj, brændere, specielle brændgasser eller elektricitet til installationen. Push-in samling sikres af en integreret elastomertætning og en gribering af rustfrit stål.
Praktisk i alle henseender og ret praktisk til drift, metoden til at samle samlingen ved at indsætte ved at trykke (push-connect)
Typiske tryk- og temperaturområder for push-in-enheder er vist i tabellen:
| Samlingstype | Trykområde, kPa | Temperaturområde, ºC |
| Push-in indføring, D = 12,7 – 50,8 mm | 0 – 1375 | minus 18 / plus 120 |
Der er to almindelige typer beslag til denne type montering. Begge muligheder skaber stærke, pålidelige knudesamlinger. Men mens en type push-in fitting gør det nemt at fjerne samlingen efter installation, såsom til systemvedligeholdelse, understøtter den anden ikke denne konfiguration. Dette øjebliks fittings adskiller sig fra hinanden.
Typer af beslag til push-in-forbindelser: til venstre - et sammenklappeligt design; højre - ikke-adskilleligt design
Før montering af samlingen er det nødvendigt at udføre alle de forberedende procedurer med kobberrøret, som allerede beskrevet ovenfor
Her skal man være særlig opmærksom på at rense den affasede ende af kobberrøret med sandpapir, nylonslibende klud eller hygiejneklud. Disse handlinger sikrer tætningspakningens integritet på tidspunktet for indsættelse. kobberrør i fittingslegeme
Samlingen involverer udførelse af en stiv skubbe-, samtidig vridende bevægelse rettet ind i beslagets krop. Bevægelsen af kobberrøret inde i fittingen udføres, indtil kobberrøret hviler mod bagsiden af fittingskålen. Dette moment er sædvanligvis angivet ved en tidligere lavet markering af indstiksdybden på kobberoverfladen.
Ved hjælp af information: Cooper
Andre loddemuligheder: arbejde med kobberrør og forskellige metaller
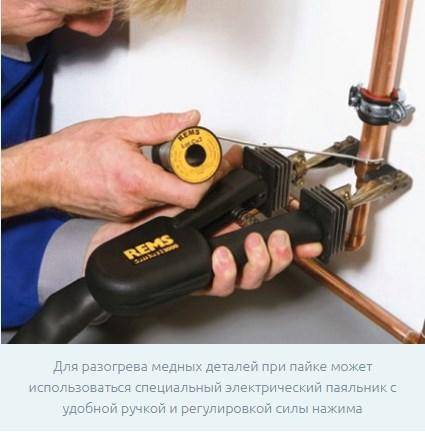
Lodning af kobberrør kræver en vis erfaring i denne form for arbejde. Derfor, hvis en hjemmemester udfører et sådant arbejde for første gang, er det umagen værd at øve sig på forhånd for ikke at gentage den allerede færdige vandforsyning eller varmeledning flere gange. Kobberrør kan loddes med både hårdlodning (ved hjælp af en gasbrænder) og bløde legeringer. I det andet tilfælde, for kobberrør, er det passende at bruge et højeffekts hammerloddejern.
 Nøjagtig lodning af høj kvalitet er nøglen til forbindelsens holdbarhed
Nøjagtig lodning af høj kvalitet er nøglen til forbindelsens holdbarhed
Nuancerne ved lodning af kobberrør: hvordan man gør det rigtigt
Som flusmiddel til lodning af kobberrør er det bedst at bruge kolofonium. Den påføres i et jævnt lag på rørets ydre overflader, hvorefter beslaget monteres på det. På bagsiden er den anden del af motorvejen monteret. Derefter opvarmes beslaget med en gasbrænder, og loddet "monteres" langs sømmene.Under påvirkning af høj temperatur smelter det, fylder sømmen og skaber en tæt forbindelse af høj kvalitet.
 Nogle gange må man undvære beslag
Nogle gange må man undvære beslag
Lodning af kobberrør med egne hænder er ikke for svært, men dette arbejde kræver omhu og nøjagtighed. Selvfølgelig kan ikke alt med ord forklares forståeligt, så vi bringer den kære læsers opmærksomhed på en video om, hvordan man lodder kobber med en gasbrænder, hvorfra alt bliver mere klart.
 Se denne video på YouTube
Se denne video på YouTube
Efter at have behandlet spørgsmålet om, hvordan man lodder kobberrør derhjemme, kan du gå videre til det næste problem, nemlig lodning af ikke-identiske metaller (kobber med aluminium, jern eller rustfrit stål).
Sådan loddes kobbertråd til aluminium
Lodning af aluminium med kobber er en ret kompliceret proces. Det skal bemærkes, at det samme loddemiddel næppe er egnet til aluminium som til kobber og omvendt. Det er meget nemmere at matche disse metaller ved hjælp af en stålmuffe. Selvom producenten i dag tilbyder specielle loddemidler og flusmidler til sådanne formål, er deres omkostninger betydelige, hvilket fører til urentabiliteten af sådant arbejde.

Hele problemet ligger i konflikten mellem kobber og aluminium. De har forskellig ildfasthed, tæthed. Derudover begynder aluminium, når det interagerer med kobber, at oxidere stærkt. Denne proces accelereres især, når en elektrisk strøm passerer gennem forbindelsen. Derfor evt kobber- og aluminiumtrådsforbindelser det er bedst at bruge WAGO selvspændende klemrækker, hvori der er Alyu Plus kontaktpasta. Det er hende, der fjerner oxid fra aluminium, forhindrer dets efterfølgende udseende og fremmer normal kontakt med kobberledere.









Efter at have fundet ud af, hvordan man lodder kobber til aluminium, kan du gå videre til hårdere metaller.
 Nogle gange er en sådan forbindelse uundværlig
Nogle gange er en sådan forbindelse uundværlig
Sådan loddes kobber og rustfrit stål
Ved lodning af kobber med rustfrit stål spiller ikke engang selve loddematerialet en vigtig rolle, men det anvendte værktøj, selvom meget afhænger af forbrugsstoffer. De mest acceptable materialer i dette tilfælde er:
- kobber-fosfor loddemetal;
- tinsølv (Castolin 157);
- radioteknik.
Nogle håndværkere hævder, at selv den mest almindelige loddemetal baseret på tin og bly vil klare sig med den rigtige tilgang til arbejdet. Det vigtigste er den obligatoriske brug af flux (borax, loddesyre), grundig opvarmning og først derefter lodning (lodning).
 Kompleks lodning af kobber og rustfrit stål
Kompleks lodning af kobber og rustfrit stål
Sådanne forbindelser er sjældne, og derfor er specialiserede lodninger til sådanne formål ret dyre.
Lodning af kobber med jern - er det muligt
Denne mulighed er mulig, men på visse betingelser. For eksempel er en simpel propanbrænder ikke længere egnet som varmelegeme. Du skal bruge propan med ilt. Borax bør bruges som flusmiddel, men messing vil fungere som loddemiddel. Kun i dette tilfælde kan vi håbe på et normalt resultat. Det er ikke svært at købe lodning til lodning af kobber med jern eller rustfrit stål. Det vigtigste er at forstå, om de ekstra omkostninger vil være berettigede.
 Lodning af kobber- og jernrør er også muligt
Lodning af kobber- og jernrør er også muligt
Og nu tilbyder vi at se på, hvor omhyggeligt hjemmehåndværkere kan udføre arbejde på lodningsrør på motorveje til forskellige formål.
1 af 5





Teknologi til lodning af kobberprodukter
Efter forberedelse af værktøjer og materialer loddes rør, der består af følgende trin:
- skære emner i segmenter;
- affedtning og fjernelse af oxider;
- docking af elementer;
- påføring af lodde på fugelinjen.
Klip emnet til den ønskede længde
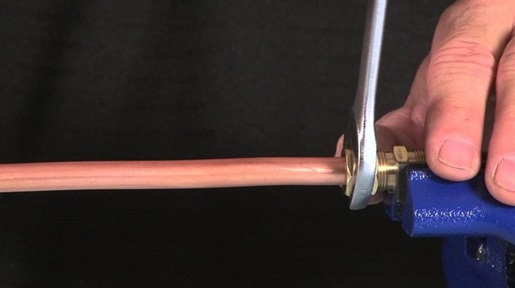
Svejsning af kobberrør begynder med markeringen af rørledningen, som derefter skæres i elementer af den ønskede længde. Ved mærkning er det nødvendigt at tage højde for længdemargenen, der kræves for at forbinde rørene efter udvidelse af enden. Et håndholdt skæreværktøj gør det muligt at spænde røret fast, og derefter rulles en hårdmetalvalse rundt om den ydre overflade af emnet. Efterhånden som rørkroppen skæres, presses rullen med en justeringsbolt, som giver dig mulighed for at få et jævnt snit.
Det er tilladt at skære emner med en hacksav og en speciel skabelon, der sikrer snittets vinkelrethed. Ved skæring er komprimering af røret ikke tilladt, da ovalen af den ydre overflade forværrer tætheden af samlingen (på grund af en ændring i mellemrummet, der ikke vil blive fyldt med lodning). Den resulterende flash fjernes med sandpapir og en metalbørste. Derefter behandles en af kanterne med en ekspander, som vil skabe en forseglet fuge med øget styrke.
Påfør flux på rørets overflade
Gør-det-selv svejsning af kobberrør kræver fjernelse af oxider fra overfladen af de dele, der skal sammenføjes. Blindprøverne tørres af med et affedtningsmiddel (for eksempel acetone), og derefter påføres et reagens på de sammenføjede kanter. Det anbefales ikke at bruge en øget dosis af flux, det aktive stof jævnt påført i et tyndt lag til tilslutningsområdet. For at påføre reagenset anvendes en pensel, som ikke efterlader fibre på overfladen.
Tilslutning af dele før lodning
Efter påføring af fluxen forbindes rørene, det anbefales at forbinde elementerne umiddelbart efter smøring af overfladen (for at mindske risikoen for støvsætning). Delene roterer i forhold til hinanden, når de er forbundet, hvilket gør det muligt at fordele fluxen og giver en tæt pasform. Reagenset, der presses ud af samlingen, fjernes med en tør klud; det er forbudt at holde fluxen på elementer lavet af ikke-jernholdige metaller, da ødelæggelsen af materialet begynder.
Fugedannelse ved lavtemperaturlodning

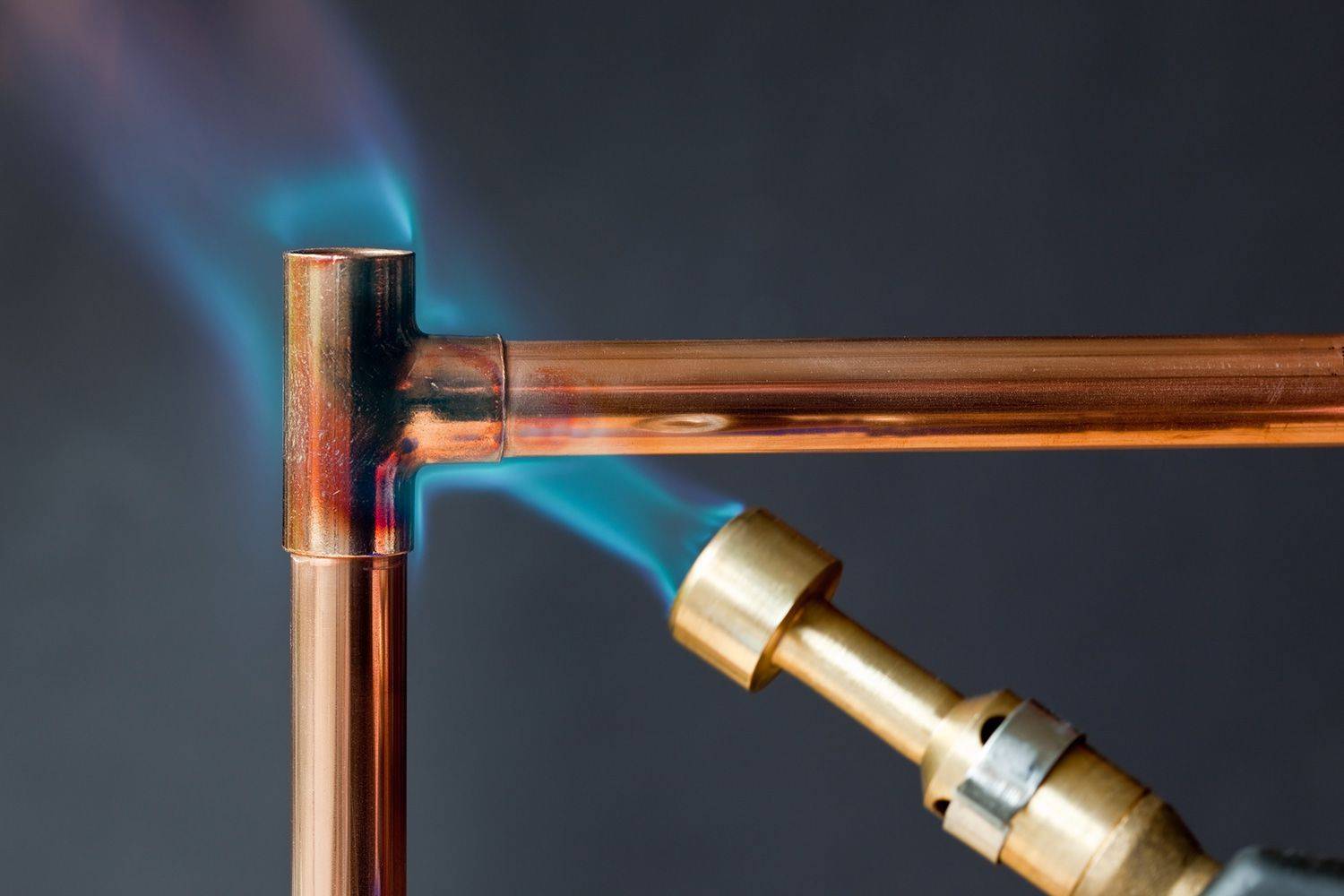
Lavtemperaturteknologien bruger en flux designet til reduceret opvarmning af strukturen under tilslutning. Lodning af kobberrør med en gasbrænder sørger for tilførsel af en brænder til forbindelseszonen, brænderen bevæger sig langs samlingen, hvilket sikrer ensartet opvarmning af delene. Derefter tages en loddestang i hånden, som føres ind i mellemrummet mellem rørene. Det smeltede metal begynder at sprede sig over overfladerne, brænderen fjernes til siden, loddet fylder leddet på grund af temperaturen på det opvarmede rør.










Sømdannelse ved højtemperaturlodning
Ved brug af ildfaste lodninger opvarmes rørene af en brænder til en forhøjet temperatur. Brænderen bevæger sig langs samlingszonen, indtil røret opvarmes til en kirsebærrød nuance (svarende til en temperatur på 750°C). Derefter føres loddetråd, forvarmet af en brænderflamme, ind i krydset.
Loddet smelter fra kontakt med opvarmede rør, og fylder monteringsspalten jævnt. Det er ikke nødvendigt at påføre overskydende loddemetal, da materialet forbliver på ydersiden af rørene. Efter afslutningen af proceduren er det nødvendigt at vente 2-3 minutter, efter at temperaturen på leddet falder, og loddet krystalliserer, fjernes fluxresterne.Yderligere bearbejdning af forbindelsen er ikke nødvendig.
Typer af kobberrør
Før du fremstiller rørledningen, skal du vælge delene. Blandt de købte dele er der to typer:
- Uglødet - højstyrkeelementer med lavt duktilitetsindeks. De gennemgår ikke yderligere varmebehandling efter fremstilling.
- Udglødet - elementer, der gennemgår yderligere varmebehandling. De opbevares ved en temperatur på omkring 700 grader Celsius. Materialet opnår et højt plasticitetsindeks. Takket være yderligere varmebehandling bliver de mere modstandsdygtige over for kritiske temperaturer.
Kobberrør varierer i vægtykkelse og størrelsen på de spoler, de sælges i. Ifølge GOST skal de være lavet af rent kobber.
Hvad er nødvendigt til lodning af kobberrør
Lodning af kobberrør, som ikke er svært at gøre med egne hænder, kræver ikke dyrt udstyr og specielle materialer. For at implementere det korrekt, skal du bruge følgende enheder.
En brænder, på grund af hvilken loddemetal og rørsektionen, hvor de skal tilsluttes, opvarmes. Som regel tilføres propangas til en sådan brænder, hvis tryk reguleres af en svejsereduktion.
Specialværktøj til skæring af kobberrør. Da produkter lavet af dette metal er meget bløde, skal de skæres forsigtigt nok for ikke at rynke væggene. Rørskærere af forskellige modeller tilbydes på det moderne marked, der adskiller sig både i deres funktionalitet og tekniske muligheder.
Designet af individuelle modeller af sådanne enheder, hvilket er vigtigt, gør det muligt at bruge dem selv til arbejde på svært tilgængelige steder.
En rørekspander er en enhed, der giver dig mulighed for at udvide diameteren af et kobberrør, hvilket er nødvendigt for bedre at kunne lodde. I forskellige systemer monteret fra kobberrør bruges elementer af samme sektion, og for at forbinde dem kvalitativt er det nødvendigt at øge diameteren af et af de tilsluttede elementer lidt. Det er dette problem, som en sådan enhed som en rørekspander løser.
Det er dette problem, som en sådan enhed som en rørekspander løser.
Kobberrør afbrændingssæt
Indretning til affasning af enderne af kobberrør. Efter trimning forbliver grater på enderne af delene, hvilket kan forstyrre opnåelsen af en højkvalitets og pålidelig forbindelse. For at fjerne dem og give enderne af rørene den nødvendige konfiguration, bruges en beveler før lodning. Der er to hovedtyper af affasningsanordninger på markedet i dag: anbragt i en rund krop og lavet i form af en blyant. Mere praktisk at bruge, men også dyrere, er runde enheder, der kan behandle bløde kobberrør med en diameter på ikke mere end 36 mm.
For korrekt at forberede kobberrør til lodning er det nødvendigt at fjerne alle urenheder og oxider fra deres overflade. Til disse formål anvendes børster og børster, hvis børster er lavet af ståltråd.
Lodning af kobberrør udføres normalt med hårdlodning, som kan være høj og lav temperatur. Højtemperaturloddemetal er en kobbertråd, der indeholder omkring 6% fosfor i sin sammensætning. En sådan ledning smelter ved en temperatur på 700 grader, mens 350 grader for sin lavtemperaturtype (tintråd) er nok.
Teknologien til lodning af kobberrør involverer brugen af specielle flusmidler og pastaer, der udfører en beskyttende funktion. Sådanne fluxer beskytter ikke kun den dannede søm mod dannelsen af luftbobler i den, men forbedrer også betydeligt vedhæftningen af loddet til rørmaterialet.
Ud over flusmiddel, loddemidler og andre grundlæggende elementer vil der være behov for yderligere værktøjer til at lodde kobberrør, som kan findes i ethvert værksted eller garage. For at lodde eller svejse kobberprodukter skal du desuden forberede:
- almindelig markør;
- roulette;
- bygningsniveau;
- en lille børste med stive børster;
- en hammer.
Inden arbejdet påbegyndes, er det også vigtigt at tage stilling hvordan man lodder kobber rør. Der kan være to hovedmuligheder: lodning af kobber (mindre almindeligt anvendt) og brug af blød lodde. Når du løser dette problem, er det vigtigt at gå ud fra, at der er krav til brug af en eller anden type lodde
Så hårde lodninger bruges til lodning af elementer i køleenheder og klimaanlæg. I alle andre tilfælde (vandforsyningsanlæg, varmeanlæg osv.) kan der anvendes bliktråd. Men uanset hvilken teknologi der vælges, skal det huskes, at fluxen er nødvendig under alle omstændigheder.
Når du løser dette problem, er det vigtigt at gå ud fra, at der er krav til brugen af en eller anden type lodning. Så hårde lodninger bruges til lodning af elementer i køleenheder og klimaanlæg.
I alle andre tilfælde (vandforsyningsanlæg, varmeanlæg osv.) kan der anvendes bliktråd. Men uanset hvilken teknologi der vælges, skal det huskes, at fluxen er nødvendig under alle omstændigheder.

Børster til afisolering af den indvendige overflade af et kobberrør før lodning
Forbrugsvarer og værktøj
Udover rør og fittings skal du også bruge en brænder, lodning og flusmiddel - til selve lodningen. Og også en rørbukker og et par relaterede småting til forarbejdning inden arbejdet påbegyndes.










Børste til afisolering af beslag indefra
Loddet og flusmiddel
Lodning af kobberrør af enhver type sker ved hjælp af flux og lodning. Loddemetal er en legering, der normalt er baseret på tin med et vist smeltepunkt, men nødvendigvis lavere end kobbers. Det føres ind i loddezonen, opvarmes til flydende tilstand og strømmer ind i samlingen. Efter afkøling giver det en tæt og holdbar forbindelse.
Til amatørlodning af kobberrør med egne hænder er tinbaserede lodninger med tilsætning af sølv, vismut, antimon og kobber egnede. Forbindelser med tilsætning af sølv anses for at være de bedste, men de er de dyreste, optimale med et kobberadditiv. Der er også med tilsætning af bly, men de bør ikke bruges i VVS. Alle disse loddetyper giver god sømkvalitet og nem lodning.

Flussmiddel og lodning er væsentlige forbrugsstoffer
Blødt loddemiddel sælges i små ruller, hårdt loddemiddel sælges i pakker, skåret i stykker.
Før lodning behandles samlingen med flusmiddel. En flux er et flydende eller pasta-lignende middel, der får smeltet loddemiddel til at strømme ind i en samling. Der er ikke noget særligt at vælge her: enhver flux til kobber vil gøre. Du skal også bruge en lille børste til at påføre fluxen. Bedre - med naturlige børster.
Brænder
For at arbejde med blød lodning kan du købe en lille håndlygte med en engangsgasflaske. Disse cylindre er fastgjort til håndtaget, har et volumen på 200 ml.På trods af dens miniaturestørrelse er flammetemperaturen fra 1100°C og højere, hvilket er mere end nok til at smelte blødt lod.
Det, du skal være opmærksom på, er tilstedeværelsen af piezo-tænding. Denne funktion er ikke overflødig - det bliver lettere at arbejde
En ventil er placeret på håndtaget på en manuel gasbrænder. Det regulerer længden af flammen (intensiteten af gasforsyningen). Samme ventil lukker for gassen, hvis brænderen skal slukkes. Sikkerheden ydes af en kontraventil, som i mangel af en flamme vil lukke for gasforsyningen.

Håndbrænder til lodning af kobberrør
Nogle modeller har en flammeafviser. Det tillader ikke flammen at sprede sig, hvilket skaber en højere temperatur i loddezonen. Takket være dette giver brænderen med en reflektor dig mulighed for at arbejde på de mest ubelejlige steder.
Når du arbejder i husholdnings- og semiprofessionelle modeller, skal du passe på ikke at overophede enheden, så plastikken ikke smelter. Derfor er det ikke værd at lave en masse lodning ad gangen - det er bedre at lade udstyret køle af og forberede den næste forbindelse på dette tidspunkt.
Relaterede materialer
For at skære kobberrør skal du bruge en rørskærer eller en båndsav med et metalblad. Snittet skal være strengt lodret, hvilket giver en rørskærer. Og for at garantere et jævnt snit med en hacksav, kan du bruge en almindelig snedkergeringskasse.

rørskærer
Ved klargøring af rør skal de rengøres. For at gøre dette er der specielle metalbørster og -børster (til rengøring af den indvendige overflade), men du kan klare dig med sandpapir med mellem- og fine korn.
For at fjerne grater fra snit, er der affasninger. Det rør, de har lavet, passer bedre ind i beslaget - dets muffe er kun en brøkdel af en millimeter større end den ydre diameter.Så den mindste afvigelse fører til vanskeligheder. Men i princippet kan alt elimineres med sandpapir. Det vil kun tage længere tid.
Det er også tilrådeligt at have beskyttelsesbriller og handsker. De fleste hjemmelavere forsømmer disse sikkerhedsfunktioner, men forbrændinger er meget irriterende. Disse er alle de materialer og værktøjer, der er nødvendige for lodning af kobberrør.
Hvor gælder
Lodning med hårde lodninger er bemærkelsesværdigt for det faktum, at når det udføres, skal det fælles område af produkter opvarmes til temperaturer i størrelsesordenen 450 grader eller mere.
Sådanne lodninger kaldes ildfaste, og forbindelsen opnået med deres hjælp bevarer sine styrkeegenskaber selv med stærk termisk opvarmning.
 I modsætning til hård lodning involverer blød lodning brugen af forbrugsstoffer ved lav temperatur, der giver pålidelig vedhæftning ved meget lavere varme (ca. 200-300 ℃).
I modsætning til hård lodning involverer blød lodning brugen af forbrugsstoffer ved lav temperatur, der giver pålidelig vedhæftning ved meget lavere varme (ca. 200-300 ℃).
De bruges som regel ved lodning af produkter, der drives under normale temperaturforhold, og garanterer ikke bevarelsen af kontakt med stærk opvarmning.
Mulighederne for hårde lodninger er meget udbredt i de områder, hvor det er nødvendigt at opnå en søm, der med hensyn til dets styrkeegenskaber indtager en mellemposition mellem svejsning og lavtemperaturlodning.
Samtidig lægges der særlig vægt på at opretholde strukturen af materialer i kontaktzonen, som efter forarbejdning ikke bør miste deres oprindelige egenskaber. Karbidsamlinger er oftest efterspurgte i følgende situationer:
Karbidsamlinger er oftest efterspurgte i følgende situationer:
- produktion af metalskærende værktøjer, fræsere med hårdlegeringsindsatse;
- ved fremstilling af beholdere og beholdere fremstillet på basis af ikke-jernholdige metaller og rustfrit stål;
- i autoværksteder (ved reparation af radiatorer og individuelle transmissionselementer) såvel som på de steder, hvor brugen af svejsning er yderst uønsket;
- ved installation og reparation af rør lavet af hårde kobberlegeringer installeret i køle- og varmevekslerudstyr og arbejder under "kritiske" temperaturer eller højt tryk;
- til pålidelig og holdbar forbindelse af tyndvæggede genstande og dele, der oplever øgede belastninger og elastiske deformationer under drift.

Brugen af hårdloddeteknologi sikrer den nødvendige styrke af den resulterende samling og dens modstand mod overophedning. Derudover anvendes hårdmetalmetoder til reparation af kobber- eller messingprodukter, der udsættes for høje temperaturer under drift.








I modsætning til de ovenfor beskrevne loddematerialer er anvendelser af blød lodning begrænset til normale driftsforhold. Denne metode bruges oftest, når det er nødvendigt at opnå en pålidelig forbindelse af produkter og dele lavet af smeltelige materialer, der ikke er udsat for overdreven varme og deformation.
Tin-bly loddesammensætninger, som er blevet udbredt, er især populære med den "bløde" artikulation af dele.
3 Hvordan loddes kobberrør?
Ordningen for installation af en rørledning lavet af kobberprodukter er meget enkel:
Ved hjælp af en rørskærer skærer vi røret af (det skal placeres vinkelret på skæreanordningen for at opnå den mest jævne kant) af den længde, vi har brug for.
Med en børste med stålbørster fjerner vi grater fra røret, og med en børste renser vi dets overflader
Bemærk venligst - det er strengt forbudt at udføre disse arbejder med finkornet sandpapir, da små partikler af det vil forblive på kobberoverfladen og reducere vedhæftningsniveauet.
Vi udvider det andet stykke af det rørformede produkt til det nødvendige afsnit på en sådan måde, at begge segmenter frit kommer ind i hinanden (i dette tilfælde skal der også forblive et lille mellemrum).
Vi renser (alle de samme enheder) fra snavs og grater kanten af det udvidede produkt.
Vi påfører en flux på et rør af en mindre sektion og fordeler det med en børste over overfladen. Det er umuligt at anvende for meget flux (eller fordele det ujævnt), da loddemetalet, når det opvarmes, kan komme ind i rørledningen gennem det og danne frosne dråber der, hvilket under driften af systemet vil forårsage støj, når vand flyttes.

Derefter kan du forbinde rørene (indsæt dem ét i ét). Samtidig er det nødvendigt at fjerne overskydende flux med en fugtig klud for at undgå at loddet klæber til røret. Det næste trin i proceduren er at opvarme den resulterende forbindelse. Den fælles opvarmning afsluttes i det øjeblik, hvor fluxen bliver sølv.
Dernæst bringes loddemiddel til samlingen, som smelter fra det opvarmede rørmateriale (alle kender kobbers høje varmeledningsevne) uden varme fra brænderen. Loddet på grund af kapillærfænomenet trænger ind mellem de forbundne elementer. Lodning er afsluttet, når loddedråber vises på overfladen af det rørformede produkt.

Derefter skal krydset mellem rørene køle af. Under afkøling kan du ikke udøve en mekanisk effekt på systemet, samt forsøge at fremskynde processen kold lufttilførsel. Den afkølede samling i sidste fase af lodningen tørres af med en klud dyppet i vand. Dette vil sikre et pænt udseende af rørledningen, som vil være fri for lodde- og flusmiddelrester.
Montering af kobberrør
I processen med at installere VVS-systemer med egne hænder bliver det ofte nødvendigt at forbinde kobberrør med produkter fremstillet af andre materialer. I varmesystemer, koldt- og varmtvandsforsyning er kobberforbindelser med stål, plast og messing sikre ud fra forekomsten af korrosionsprocesser. Men kontakten af kobber med galvaniseret stål er farlig for galvaniserede rør og fører til deres ødelæggelse på grund af elektrolytiske processer. For at undgå svigt af rørledningen er det nødvendigt at foretage forbindelsen ved hjælp af og sikre, at vandstrømmen ledes fra stål til kobber.
Før arbejdet påbegyndes, er det nødvendigt at forberede et værktøj til installation af kobberrør i et varmesystem eller tilførsel af varmt eller koldt vand. For at gøre dette skal du bruge: en rørskærer eller en båndsav til metal, en fil eller en skraber i nærværelse af sektioner med kompleks konfiguration - en rørbøjning, gasbrænder eller varmluftpistol.
Kobberrør gør-det-selv begynder med sektioner af en forud beregnet længde. Derefter er det nødvendigt at afgrate de ydre og indre dele af røret, hvis det er nødvendigt, for at udjævne snittet. Brugen af en rørbukker vil forhindre udfladning af røret og dannelse af folder, hvilket kan forårsage et fald i rørledningens ydeevne på disse steder.
Hvis rørdiametrene ikke overstiger 15 mm, skal deres bøjningsradius være mindst 3,5 diametre, og hvis mere end 15 mm, så fire diametre.Ved håndbøjning kan en bøjning af høj kvalitet kun opnås med en radius svarende til 8 diametre.
På trods af deres modstandsdygtighed over for korrosion kan kobberrør, på grund af overtrædelser af produktionsteknologi, ukorrekt lodning og alvorlig vandforurening med slibende indeslutninger, gennemgå meget farlig grubetæring. Røret korroderer på steder, hvor oxidfilmen ødelægges. En måde at undgå denne proces på er at installere filtre på vandforsynings- og varmerørledninger.
På det moderne byggemarked konkurrerer kobberrør på grund af deres unikke ydeevne ganske med succes med stål-, plast- og metalplastprodukter på trods af deres høje omkostninger.
Selv med det faktum, at polymerrør bruges mere og oftere, er metalprodukter stadig en stor succes. Som regel bruges kobber, messing og stål som metal. Til det bedre med hensyn til modstand mod korrosion og høje temperaturer, er kobber kendetegnet. Faktisk vil forbindelsen af kobberrør blive diskuteret i denne artikel.
Selv på trods af det faktum, at kobberrør er kendetegnet ved deres høje omkostninger, givet alle materialets egenskaber, er deres brug ret berettiget.
Først og fremmest, før du forbinder kobberrør, er det værd at beslutte, hvordan du forbinder dem, ved lodning eller på anden måde.
Samling af rørledningen med fittings
Tilslutning af kobberrør med fittings udføres udelukkende på steder, der er tilgængelige for inspektion. Denne regel skyldes, at forbindelsen ikke er helt tæt, og der kan opstå utætheder med tiden.
Fordelen ved en gevindforbindelse er, at reparationer om nødvendigt kan udføres uden yderligere indsats, da den resulterende forbindelse er aftagelig.
Værktøj og materialer
For at samle rørledningen skal du bruge følgende materialer og værktøjer:
- kobberrør med passende diameter;
- tilslutning af krympe- eller pressefittings;

Særlige enheder til rørsamling
Typerne og antallet af fittings vælges i overensstemmelse med rørledningsskemaet.
- rørskærer eller hacksav;
- rørbukker til kobberrør. Enheden bruges til at organisere en rørledning med færre forbindelser, hvilket øger systemets styrke;
- fil til bearbejdning af rør efter skæring (før sammenføjning). Derudover kan du bruge fint sandpapir;
- FUM-tape til tætning af gevind. Udover FUM-tapen kan du også bruge hørgevind, Tangit Unilok-tråd eller ethvert andet tætningsmateriale;
- skruenøgle.
Monteringsvejledning
Gør-det-selv montering af en kobberrørledning ved hjælp af fittings udføres på følgende måde:
- skære rør til rørledningen. Længden af hvert rør skal fuldt ud overholde den ordning, der er udarbejdet under udviklingen af systemet;
- fjernelse af isoleringslaget. Hvis rør med isolering bruges til et udstyret rørledningssystem til ethvert formål, fjernes isoleringslaget for en stærk forbindelse. For at gøre dette skæres den ønskede sektion med en kniv, og røret rengøres;
- den afskårne kant behandles med en fil, sandpapir, indtil der opnås en glat overflade. Hvis der forbliver grater, huller eller andre uregelmæssigheder for enden af røret, vil forbindelsen vise sig at være mindre lufttæt;

Afisolering af røret før tilslutning til fittingen
- om nødvendigt bøjes rør;
- en omløbermøtrik og en kompressionsring sættes på det forberedte rør;

Montering af beslagselementer til tilslutning
- røret er forbundet med fittingen. Til at begynde med sker tilspændingen i hånden og derefter med en skruenøgle. Under tilspænding forsegler ferrulen fuldstændigt forbindelsen, hvilket eliminerer behovet for yderligere tætningsmidler. Men ved tilslutning af et kobberrør til et rør eller en fitting af et andet materiale kræves yderligere tætning med FUM tape.
Passende fiksering
Det er vigtigt ikke at overspænde gevindene, da blødt kobber let deformeres.



